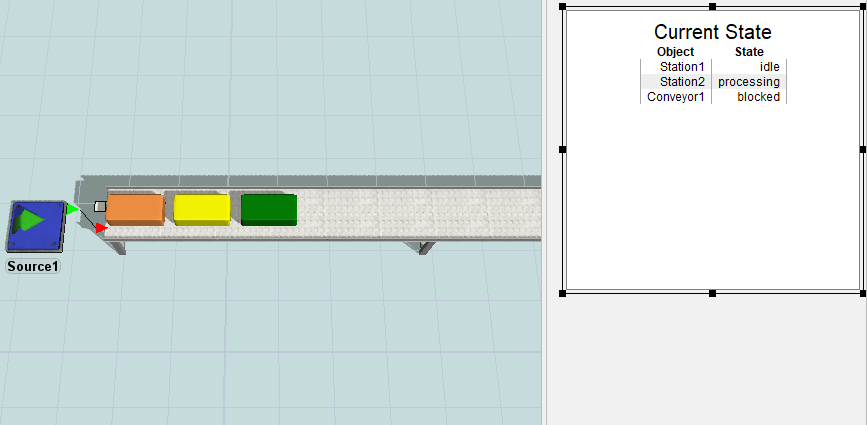
I am building a non accumulating conveyor with stations at intervals
The problem I am facing is that even though the work items are at the station locations, one station waits for the other station to finish processing . So lets instead on working for the process time and moving forward, now the conveyor is moving forward after no.of stations*process time
Anybody got any idea, what is causing this?
NB: I am an absolute beginner trying to use flex sim for the firs time