Hello everyone !
I'm fairly new to Flexsim and i'm blocked on a problem that i believe is a bit complex.
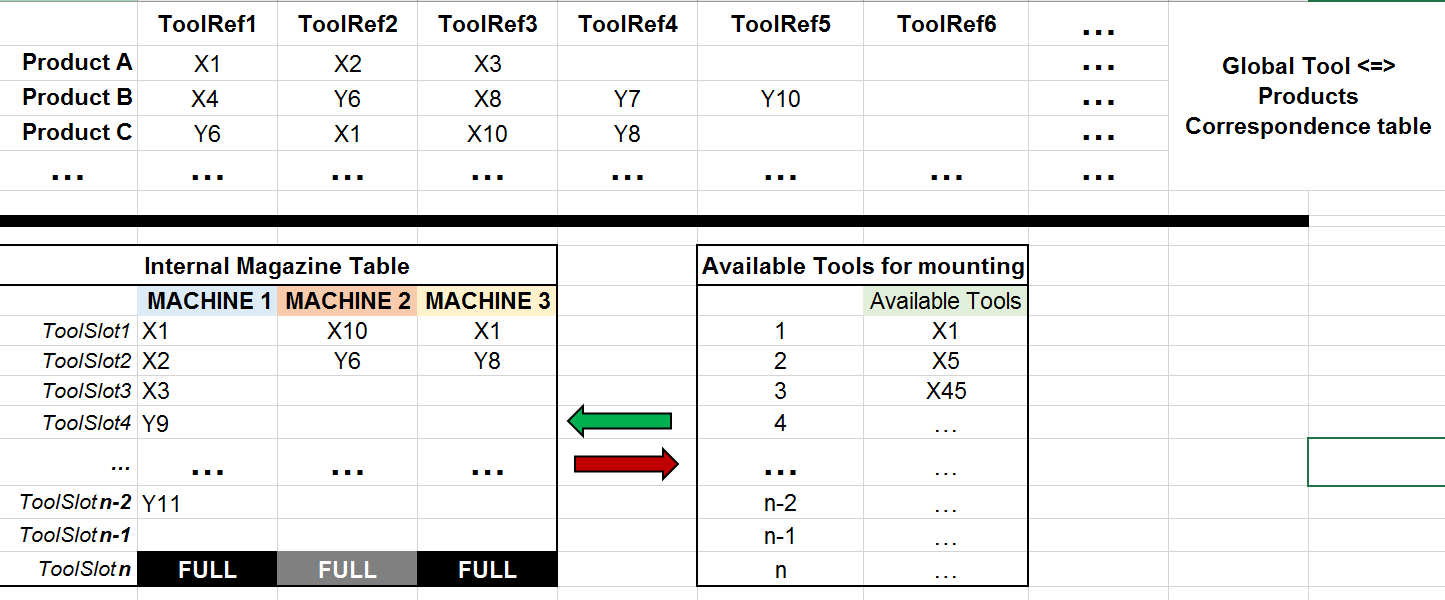
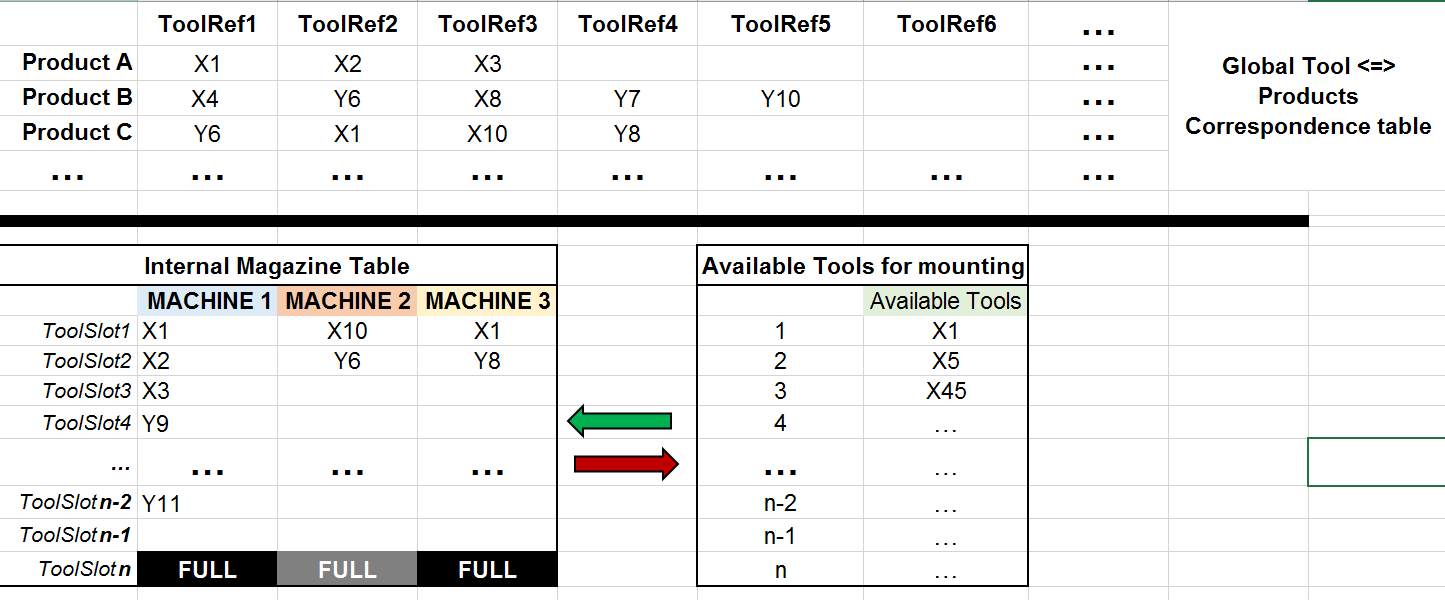
I'm currently working on a Flexsim model of a Production Unit that is composed of 3 CNC Milling Machines linked by an automatic workpiece fixture changer.
This production unit will manufacture up to 80 references, and each of those references need both standard and specific cutting tools to be mounted in the CNC Magazine in order to begin the operation.
How can i model the fact that the operator needs to manually change a certain number of tools in the CNC internal storage, based on the product reference that will be produced ?
In other words, how can i manage a catalog of tools and how can i prevent the production to begin if not all the tools required are present in the machine internal magazine ?
Also, if there is no free slots for the required tools, the operator needs to take out "useless" tools for the planned operation in order to insert the required ones.
Example :
Product A : Tools 1, 2, 3
Product B : Tools 3, 4 ,5
Product C Tools 1,4,7
To produce Product A, the operator need to manually insert Tools 1,2 and 3 in the CNC internal storage, and, if there is no spare room in this magazine, take out some tools to put the required ones.
Sorry for the approximate english.
Thank you very much for any help you can give me. Even a small advice is greatly appreciated.

{kind=link}