Hello,
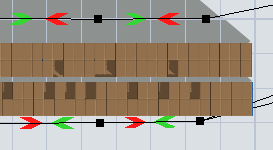
I need your help to configure the workflow of an operator preparing picking, the idea is that once the work order is assigned, the operator randomly loads the products, moving in a straight line along one side of the rack and then returns by the other side of the rack, also moving in 1 direction only. In the attached file, the operator moves in a U from one side of the rack to the other removing the products he needs, adding unnecessary movements and erroneously increasing the preparation time. Antofagasta_2OP_3Pasillos_Optimista_TA.fsm
I am using version 20.0.6 and License "Express"