aserradero-layout.fsmSawmill process of thick rolls:
Data:
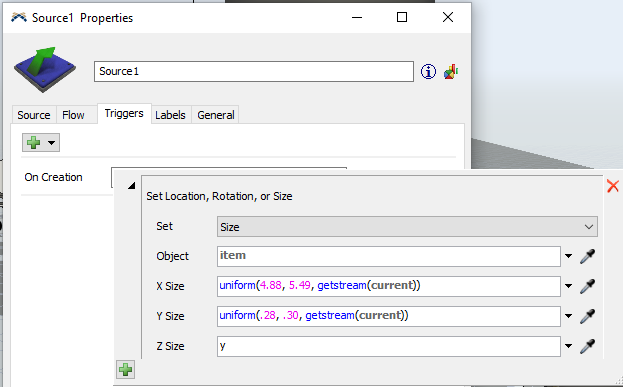
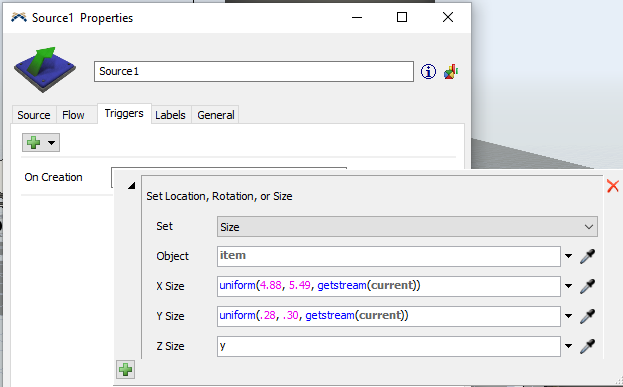
Roll length: between 16 cakes (4.88 meters) to 18 cakes (1 cake = 0.3048 meters)
Diameters: between 28 centimeters to 30 centimeters
Central beam cut in 6 inches thick
Travel time of parts on the roller table after the vertical saw: 4 seconds per meter.
1- Entry of rolls on the table: table 16 meters long with a capacity of 70 rolls.
Supply with forest tractor type machine with claw capacity for approximately 7 rolls. It supplies an average of 35 claws in an 8 hour shift. The machine supplies the table once per hour with 7 rolls.
During an 8-hour shift, process 150 tons of rolls giving at the end 27868 P2 (board feet) between 2-inch thick straps and boards 23 mm thick x 155 mm wide x 16 to 18 feet long.
2- Debarking of rolls (peeler): Time 1 minute and 20 seconds to bark a roll.
3- Go to the table to transport the 6.55 meter roll to the car that takes the roll and takes it to the vertical saw. Travel time at the transport table: 21 minutes.
Capacity of rolls on the table 16 rolls.
4- 8-meter vertical saw carriage: Take the roll with the clamping hooks to advance to the vertical saw where the first side cut (half-moon type) is made, then redo the same process to remove the second lateral, this travel time of advance, cut and recoil is 1'06 ”(min: sec), to obtain the central beam of the roll since in this process the lateral cuts of the sides are made leaving two flat faces to obtain the central beam 6 inches thick. In this process, three pieces are received, two lateral ones and the central beam, the lateral ones go towards the horizontal saw and the central beam towards the multi-disc saws to make several cuts and obtain four boards and two lateral ones that will receive a transport belt towards the grinding machine to obtain the bio mass with another destination that is not intended to be analyzed in this process.
5- Horizontal Saw: to reach this saw the two sides, it does so by an 8, 7 meter roller table (these sides are called recovery since the cut is used to obtain a table), in the horizontal saw cut the curved face of the roll to leave the two planes and get a board, the curved lid that comes out of that cut is pulled to the conveyor belt to be ground too, the time for each side that was obtained from the main roll is 30 seconds , after that he goes through another 6.5 meter roller table to reach the two-disc saw where he makes in one pass two lateral cuts of the table to obtain a normal table, the two lateral ones that left that table fall to The conveyor belt to the grinder cuts the time in the two-disc saw is 11 seconds.
6- On the other hand, the main beam of the roll travels two tables of rollers with the distribution in "L" (4 seconds per meter of piece) to reach the saw of multiple disks that takes 6 pieces to cut 1 minute, after those 6 pieces, the two sides are transported to the belt where it will be transported to the grinder. The remaining four pieces are transported on a roller table
in "L" 24 meters to the two disc saw saws where the ends are cut to match the piece and obtain a uniform piece. Transport time with continuous flow 1’30 ”
7- Disc saw saw: 1 second for each end (two trimmers arranged opposite each other and diagonally with a separation of 8 meters.
8- If the piece is not yet in perfect condition and it remains to make a process of lateral cutting by having a lateral edge with bark, for example, then returns by a table of rollers in “L” that leads to the saw Horizontal (only as transport passes through the saw without having a process of transformation in it), to be able to return to the saw of two discs where the sides will be removed. This travel time is 4’50 ”and runs 60 meters. After the two disc saw travels 14 meters to reach before the first trimmer and continue the journey without exceeding 8 meters to reach the 9.5 meter conveyor belt to the unitizer where the piece passes through a scanner and then direct it to the mailbox corresponding to that measure. If the piece is already in final conditions, the 60-meter path is omitted and will go directly to the unitizer belt to continue to the classification mailboxes according to the corresponding measures.
9- Finally, once you have the necessary quantities in the mailboxes to assemble the packages, proceed to manual arming on the one hand and automatic arming with a staker at the end of the process. The packages are assembled by measurements and in 300 pieces per package.
Observation:
He took the time to track a roll from when he entered until the finished piece arrived at the end in the staker package.
1- Enter the roll and 52 ’: 10” to the debarker.
2- From the debarker to the vertical saw carriage 21 ’: 00”
3- From the vertical saw to the 6 ’: 00” mailbox
4- From the mailbox to the assembly of package 5 ’: 11”
5- Waiting time until the tractor type machine removes the package 30 ’: 35”
Proceso en el aserradero de rollos gruesos:
Datos:
Largo del rollo: entre 16 pies (4,88 metros) a 18 pies (1 pie= 0,3048 metros)
Diámetros: entre 28 centímetros a 30 centímetros
Corte de viga central en 6 pulgadas de espesor
Tiempo de recorrido de piezas sobre la mesa de rodillos después de la sierra vertical: 4 segundos por metro.
1-Ingreso de rollos en la mesa: mesa de 16 metros de largo con capacidad de 70 rollos.
Abastecimiento con maquina tipo tractor forestal con capacidad de la garra para 7 rollos aproximadamente. Abastece en promedio 35 garras en un turno de 8 horas. La máquina abastece a la mesa una vez por hora con 7 rollos.
Durante un turno de 8 horas, se procesan 150 toneladas de rollos dando al final 27868 P2 (pies tablares) entre tirantes de 2 pulgadas de espesor y tablas de 23 mm de espesor x 155 mm de ancho x 16 a 18 pies de largo.
2-Descortezado de rollos (peladora): Tiempo 1 minuto y 20 segundos en descortezar un rollo.
3-Pase a la mesa para transportar el rollo de 6,55 metros hasta el carro que toma el rollo y la lleva hacia la sierra vertical. Tiempo de recorrido en la mesa de transporte: 21 minutos.
Capacidad de rollos en la mesa 16 rollos.
4-Carro de sierra vertical de 8 metros: Toma el rollo con los ganchos de sujeción para realizar el avance hacia la sierra vertical donde realiza el primer corte lateral (tipo media luna), luego vuelve a realizar el mismo proceso para quitar el segundo lateral, este tiempo de recorrido de avance, corte y retroceso es de 1’06” (min:seg), para obtener la viga central del rollo ya que en este proceso se hacen los cortes laterales de los costados dejando dos caras planas para obtener la viga central de 6 pulgadas de espesor. En este proceso se obtienen tres piezas, dos laterales y la viga central, los laterales van hacia la sierra horizontal y la viga central hacia las sierras de discos multiples para realizar varios cortes y obtener cuatro tablas y dos laterales que serán enviados a una cinta de transporte hacia la maquina moledora para obtener la bio masa con otro destino que no se pretende analizar en este proceso.
5-Sierra Horizontal: para llegar hasta esta sierra los dos laterales, lo hace por una mesa de rodillos de 8, 7 metros (estos laterales se los llama recupero ya que se aprovecha el corte para obtener una tabla), en la sierra horizontal se corte la cara curva del rollo para dejar las dos planas y obtener una tabla, la tapa curva que sale de ese corte se tira a la cinta transportadoras para ser molido también, el tiempo por cada lateral que se obtuvieron del rollo principal es de 30 segundo, luego de eso recorre por otra mesa de rodillos de 6,5 metros para llegar a la sierra de dos discos donde realiza en una pasada dos cortes laterales de la tabla para obtener una tabla normal, los dos laterales que salieron de esa tabla caen a la cinta de transporte hacia la moledora el tiempo de corte en la sierra de dos discos es de 11 segundos.
6-Por otro lado, la viga principal del rollo recorre dos mesas de rodillos con la distribución en “L” (4segundos por metro de pieza) para llegar a la sierra de discos múltiples que demora en cortar 6 piezas 1 minuto, luego de esas 6 piezas, los dos laterales son transportados hacia la cinta donde será transportado hasta la moledora. Las cuatro piezas restantes son transportadas en mesa de rodillos en “L” 24 metros hacia las dos sierras de disco despuntadoras donde se cortan los extremos para emparejar la pieza y obtener una pieza uniforme. Tiempo de transporte con flujo continuo 1’30”
7-Sierra de disco despuntadora: 1 segundo por cada extremo (dos despuntadoras dispuestas una frente a la otra y en diagonal con una separación de 8 metros.
8-Si la pieza aún no se encuentra en perfecto estado y queda por hacer un proceso más de corte lateral por tener algún canto lateral con corteza, por ejemplo, entones vuelve por una mesa de rodillos en “L” que la conduce hasta la sierra Horizontal (solo como transporte pasa por la sierra sin tener un proceso de transformación en la misma), para poder volver a la sierra de dos discos donde se quitaran los laterales. Este tiempo de recorrido es de 4’50” y recorre 60 metros. Luego de la sierra de dos discos recorre 14 metros para llegar antes de la primera despuntadora y continuar el recorrido sin despuntar de 8 metros para llegar a la cinta transportadora de 9,5 metros hacia el unitizador donde pasa la pieza por un escáner para luego dirigirla al buzón correspondiente a esa medida. Si la pieza ya se encuentra en condiciones finales, se omite el recorrido de los 60 metros y directamente ira a la cinta del unitizador para seguir hacia los buzones de clasificación según las medidas correspondiente.
9-Para finalizar, una vez que se tienen las cantidades necesarias en los buzones para armar los paquetes, se procede al armado manual por un lado y al armado automático con un staker al final del proceso. Los paquetes se arman por medidas y en 300 piezas por paquete.
Observación:
Se tomó el tiempo en el seguimiento de un rollo desde que ingreso hasta que llego la pieza terminada al final en el paquete del staker.
1-Ingresa el rollo y 52’:10” hasta la descortezadora.
2-Desde la descortezadora hasta el carro de la sierra vertical 21’:00”
3-Desde la sierra vertical hasta el buzón de clasificación 6’:00”
4-Desde el buzón hasta el armado del paquete 5’:11”
5-Tiempo de espera hasta que la maquina tipo tractor retire el paquete 30’:35”
{kind=link}