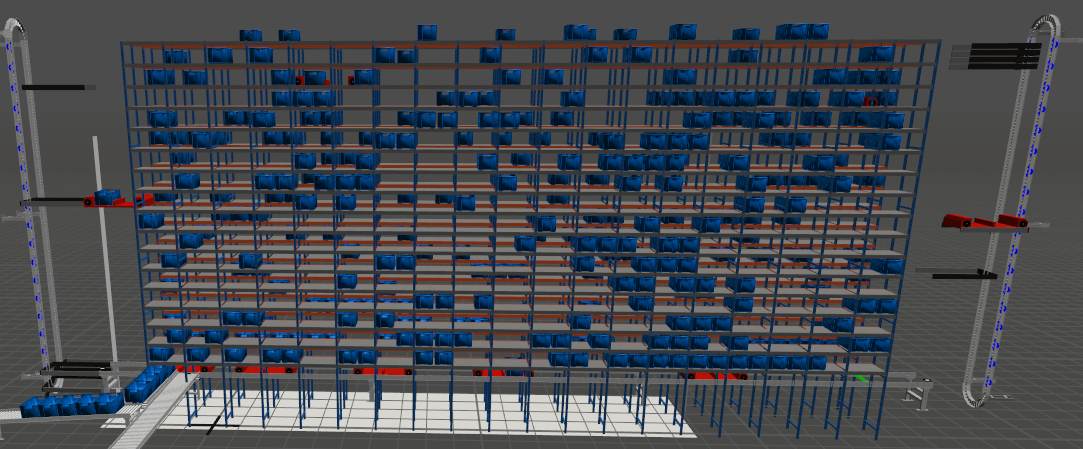
A number of questions on the forum involve racks being service by a combination of shuttles and elevators. There are solutions involving network, Astar and AGV navigators, but for this example we’re just going to use TaskExecuter FlowItems and conveyors. The elevator system in particular, as described to me, seemed it would benefit from the flexibility conveyors offer – particularly spacing options, and the possibility of having dog/power-and-free based travel. For the pick face we can just use the slot and item locations to give the task executers travel command, and we can use kinematics for loading and unloading tasks. This removes the need for network nodes or control points at each location and allows fine positioning of a ‘two spot’ shuttle in front of the slot. The system has been put into a container to represent the cell/aisle and it is this object that is the instance member of the ShuttleSystemProcess process flow. The cell is designed to be duplicated with each cell becoming a new member instance of the single process flow. It comprises two racks, two elevators (conveyor loops), and a shuttle return queue (also a conveyor but with no roller visual).
The system assumes that by the time an inbound item arrives at the pickup position it has been assigned a slot in one of the racks in the cell – so you should assign a slot in the normal way before it reaches a shuttle. You can additionally request items for picking out of the racks by pushing the item to the global list ItemsToPick. Currently each shuttle will store and/or pick one item in one trip with a dedicated position for each. When doing both in a single trip, the order in which this happens will depend where along the level the slots are located. In the event that there are no remaining tasks but items still need to exit the cell, the shuttles at the front of the queue will be asked to circulate empty through the system, thereby allowing the outbound items to advance to the exit position. The number of shuttles in the system is a process flow variable.
In the example system there are elevators at each end of the rack(s) with a number of carriers to transport shuttles to the levels. Both elevators have a process flow variable for the number of carriers to be generated. Shuttles are not allowed to pick from the same level at the same time but in order to keep the up-elevator moving the carriers can unload the shuttle to the level even if another is active on that level. The shuttles only travel along the face of the rack in one direction towards the down-elevator and once are collected by a carrier the next shuttle on that level can start its operations.
It is possible to run the system with only one rack should you wish to view the operations without the second rack obscuring your view.
Since different applications will use different rack dimensions the cell has a label method called “configureToRack” which will align the conveyors and decision points to Rack1 based on the level heights and size of the racks that the user has set for Rack1. There may be some limits to very small sizes when the conveyor decision points overlap. The second rack will be configured during this method call to mirror Rack1. Here’s an example invocation of this method for an instance of the cell:
- Model.find("RackShuttleSystem").as(Object).configureToRack
The shuttles need levels to be the same height along the length of the rack.
Some effort was made to configure the system based on the shuttle and carrier sizes, so you can try adjusting those to suit your needs and hopefully the alignment will work as needed.
The elevator conveyor and shuttle speeds are not set by the alignment method so you can edit those in the usual way.
This is an example for both learning and perhaps as a starting point for any project should you find the approach suits your application, modelling style and skills.
Time taken: 1 day to build the working model - plus another to work around holes api for auto-alignment code.
17Nov Updated:
- to initalize shuttles at the load point (via fast entry)
- added shuttleQheight label for use to set the returnQ height in the cell (used by the alignment method)
- added a process flow variable 'shuttleLoadTime' for the time to un/load items.
- aligned shuttle kinematics to the speed and acceleration of the TE FlowItem.
