Hi all,
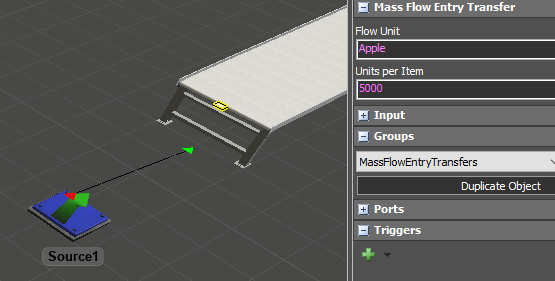
I have been tasked with simulating the packing process in an apple packhouse. The first part of this process involves a bin of around 5000 apples being emptied onto a conveyor belt.
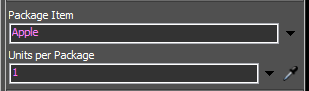
I was thinking of using a mass flow conveyor to simulate the objects but I am unsure how to go about creating the apple bins with 5000 apple in them and then have them emptied onto the mass flow. How can I create a bin containing a specified number of objects then having that exact number of objects emptied onto the mass flow?
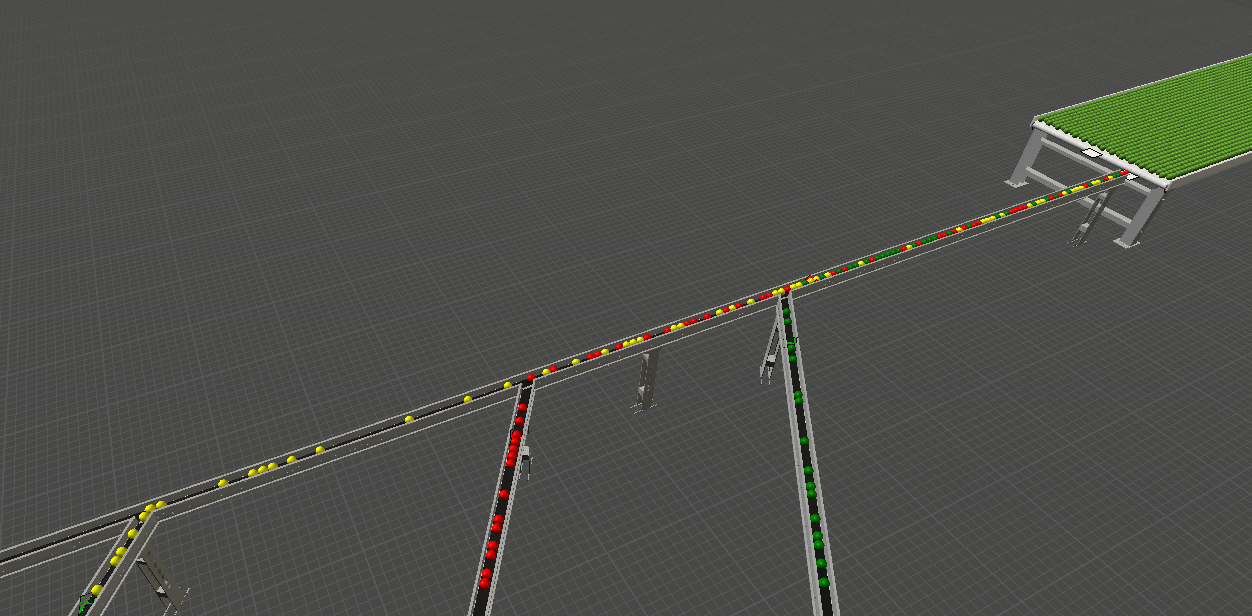
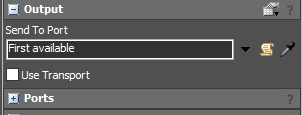
Furthermore, I have noticed that the mass flow conveyor would simulate the apples as a fluid flow as opposed to discrete objects. Is there a way to convert every apple into a discrete object after it is finished on the mass conveyor so I can assign labels to each apples and sort them into appropriate packlanes based on these labels?
Would really appreciate the help!