So I have been working on a simulation and I have a few modifications I would like to achieve. Any advise and suggestions would be helpful.
I use both process flow and 3-D model to simulate my CPU manufacturing plant. There are two product lines. One is a standard product line, one is a custom product line. The combiner combines item based on the incoming order information. For example, this order wants 20 qty, so an operator will grab 20 qty of material and combiner this with the order info, making them a finished batch. Next order wants 50......and on so.
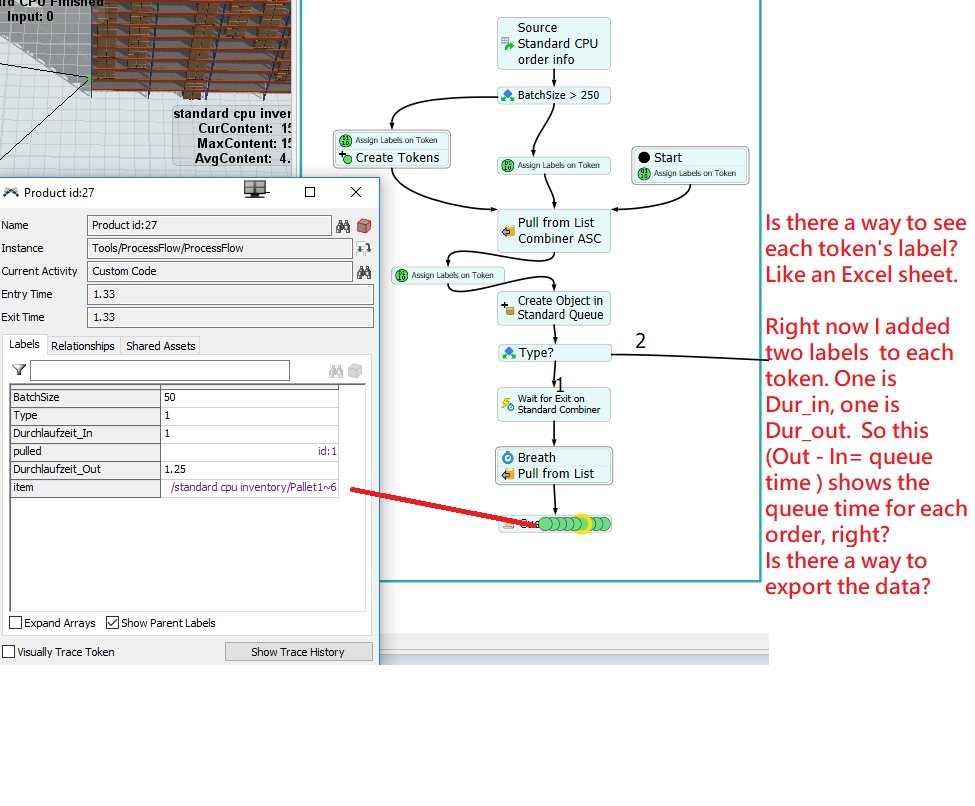
I was able to assign labels ("time" and "type") to tokens. Tokens can represent order information in the process flow.
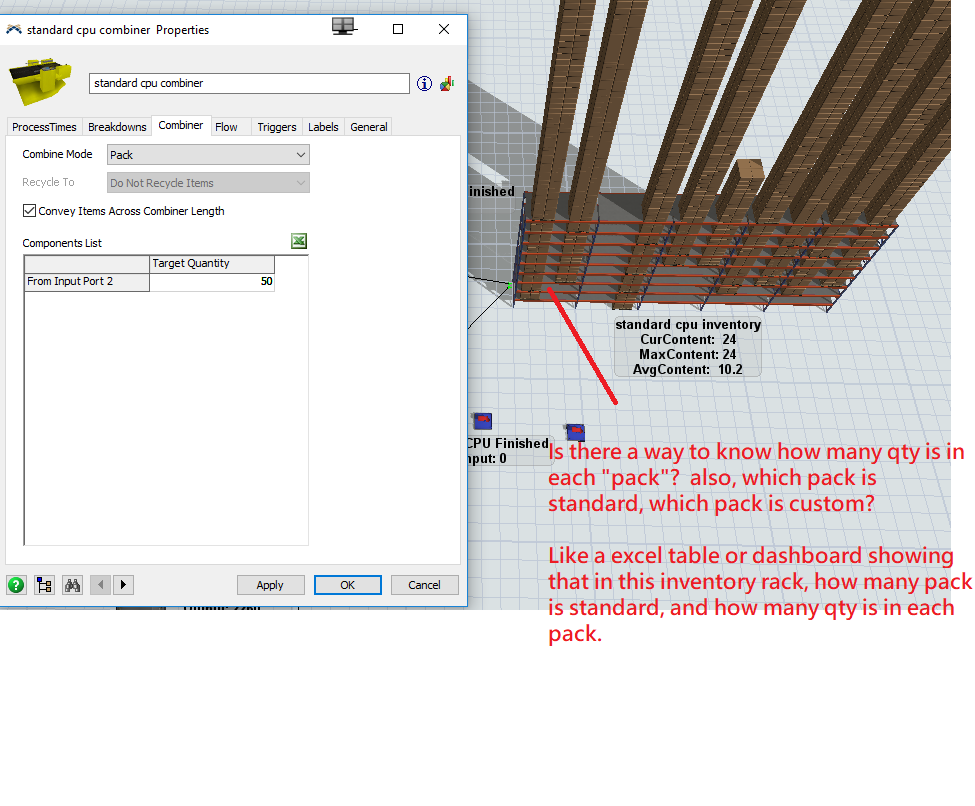
1. Right now my custom combiner process both custom cpus and standard cpus, it sends cpus to inventory racks depends on the item type. I was able to achieve this logic by only changing my combine mode to "pack". ("Batch" mode does not work). So right now the "CurContent" number shown on my rack is the number of batches processed, it is not the total qty of cpu. My question is, is there a way to see how many qty is in each pack/batch that got stored in the rack? Like an Excel table showing that a particular batch contains how many qty of cpus, and that is a standard/custom order. Is there a way to track the order info in the rack?
2.
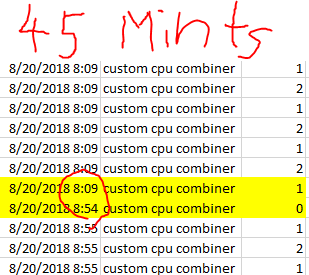
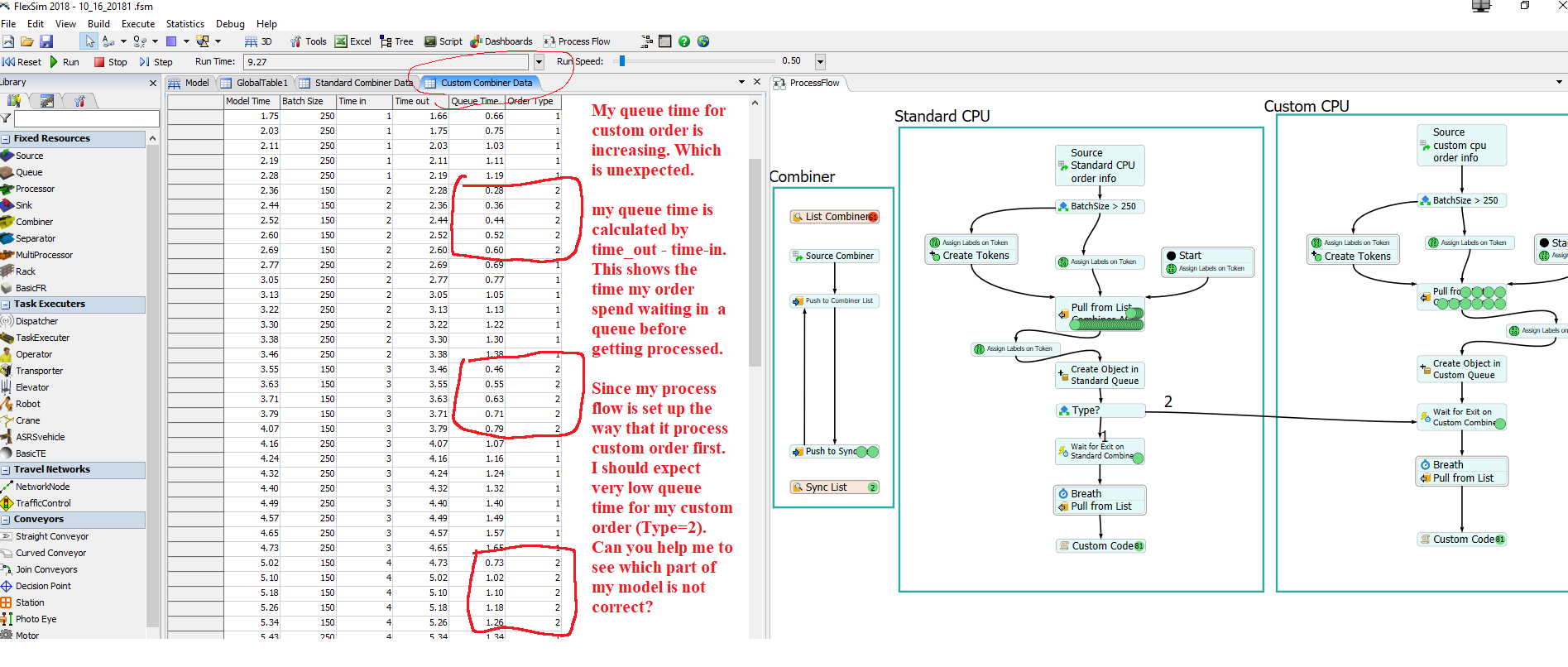
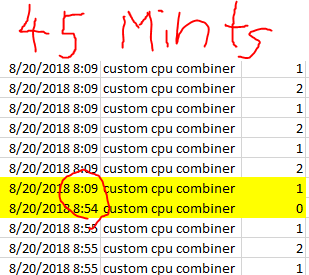
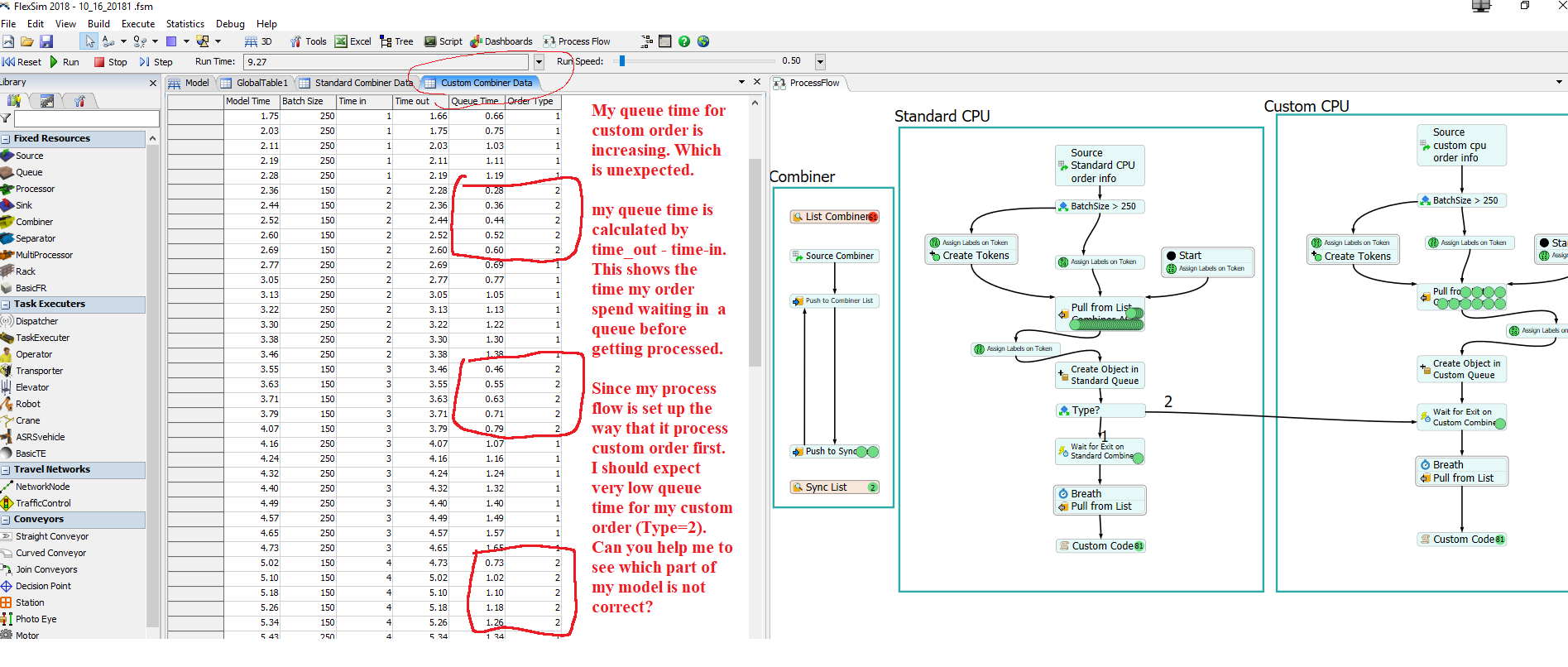
I was able to assign "time" and "type" labels to a token, but I want to export the token's data, is there a way to do it? So I can analyze the queue time for each token. Again, is there a way to export this data in an excel sheet? My "time" label on each token is actually called "Durchlaufzeit_In" and "Durchlaufzeit_Out".
3.
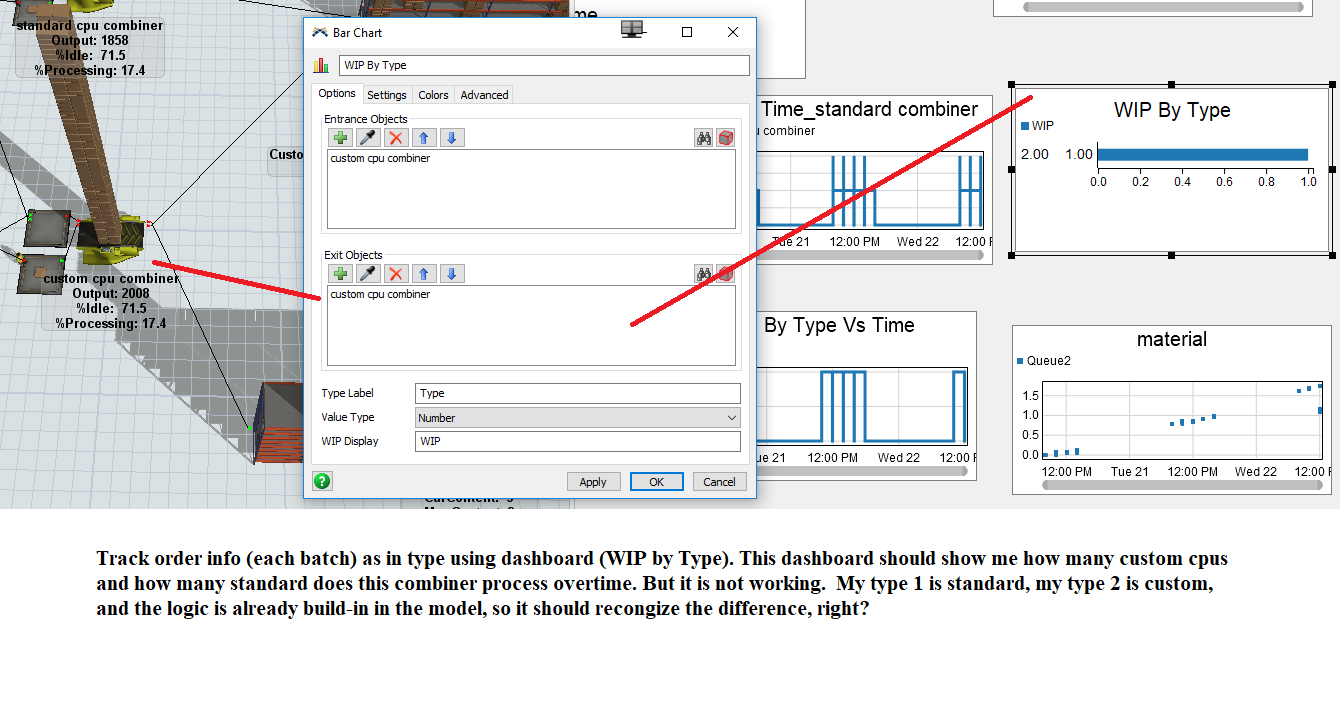
My "WIP by Type" dashboard is not working as the way I wanted. can anyone help to see what I can do?. This question is similar to question 1. I want to keep track of the number of standard vs custom orders have been processed through my custom combiners. But it is not showing.
4.
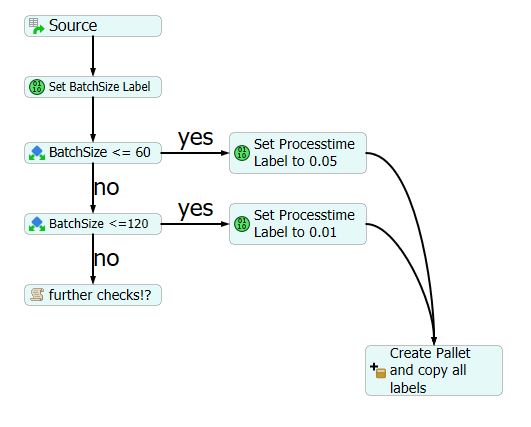
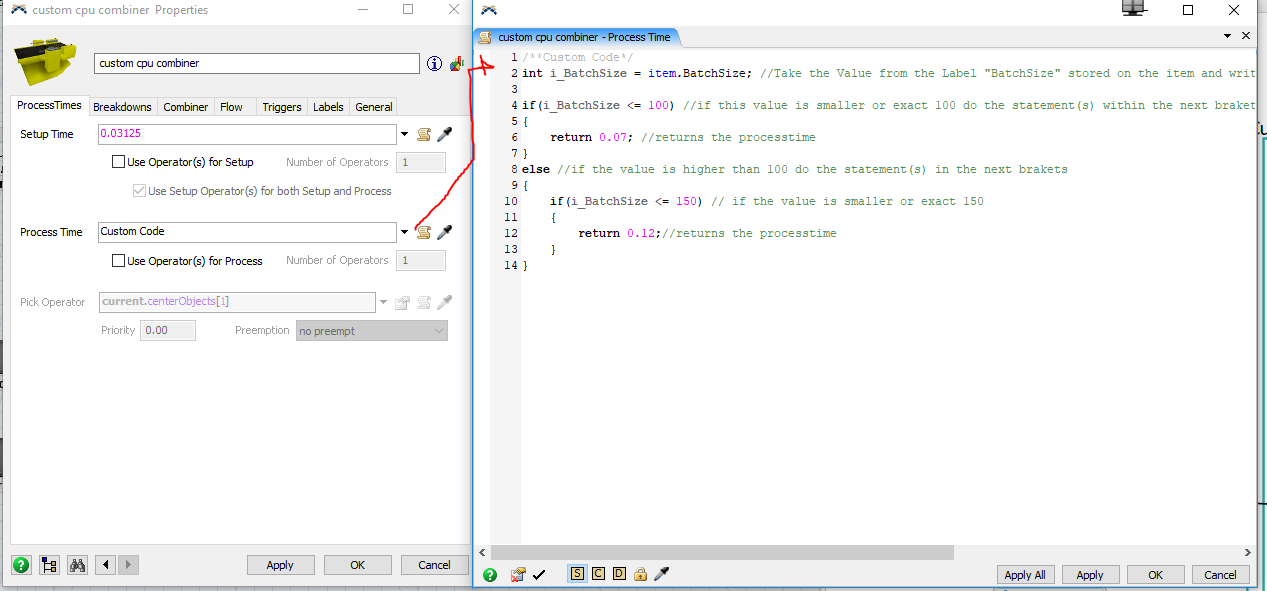
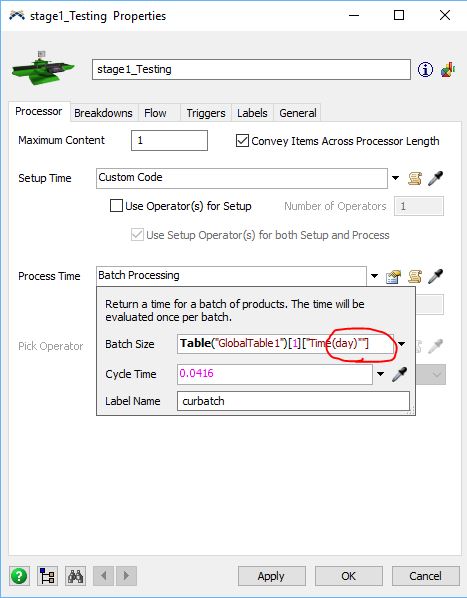
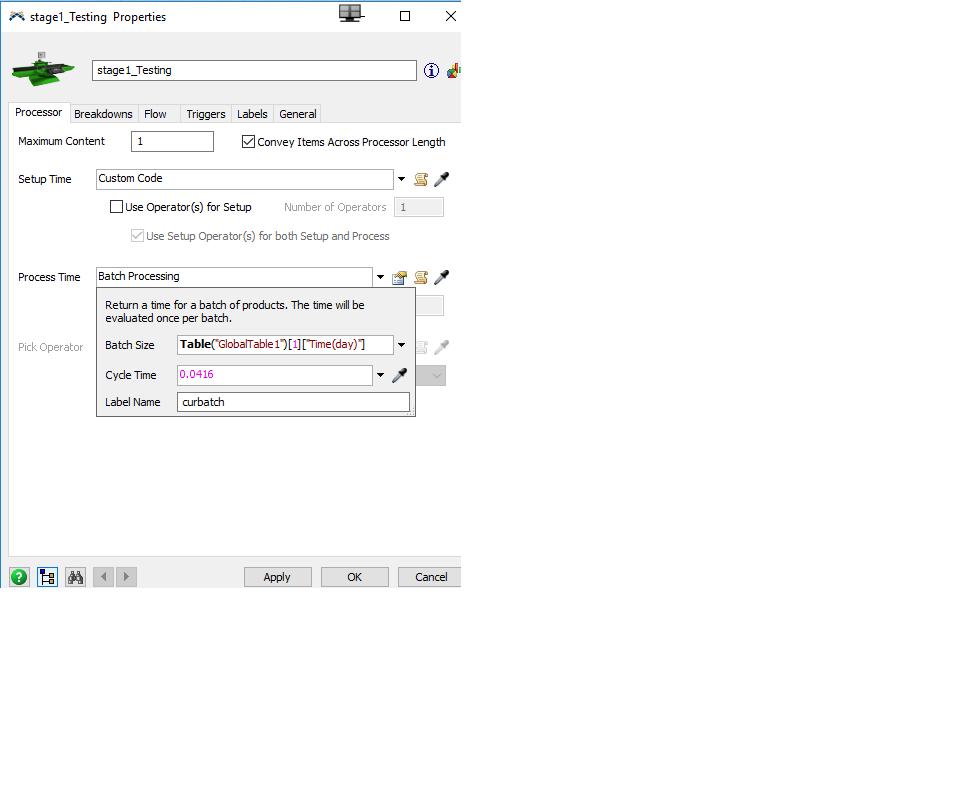
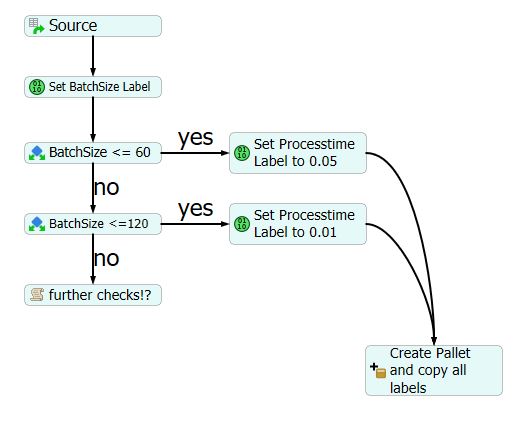
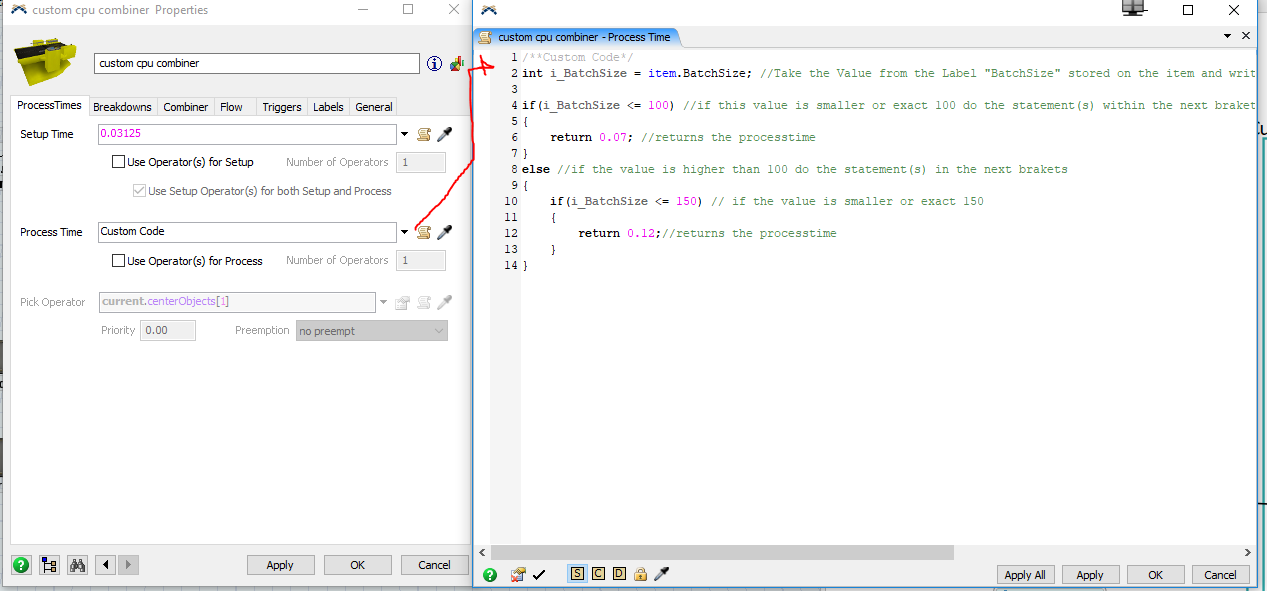
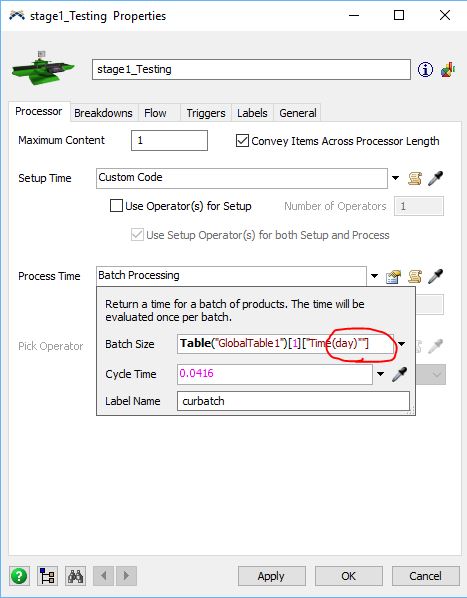
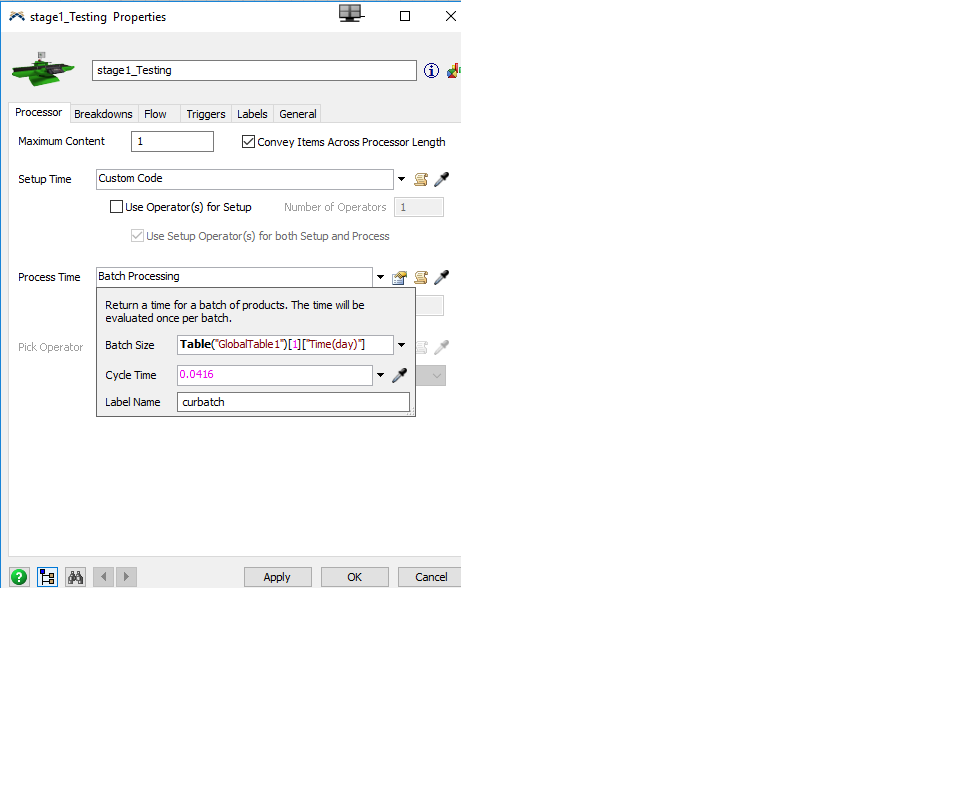
I want to achieve a dynamic process time based on batch sizes. For example, a batch of 0~60 qty should have a process time of 0.05, and a batch of 60~120 should have a process time of 0.1. An expert mentioned that I should use the "for loops" of process time depends on BatchSize. I tried to understand it, but I could not figure it out, can someone help me with that ? I know the logic is to write a code, but I do not know the parameter and names used in the code. He said the below is just an example code that should be used in the combiner process time script. Can anyone help me with this?
int i_BatchSize = item.BatchSize;
if(i_BatchSize <= 100)
{
return 0.07;
}
else
{
if(i_BatchSize <= 150)
{
return 0.12;
}
}
I have encountered the above situation, and I would like to receive any help and suggestions to further build my model. Strongly appreciate any advice! I 've also attached my model here.10-16-20181.fsm
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}