Hello, this is my model model-test11.fsm
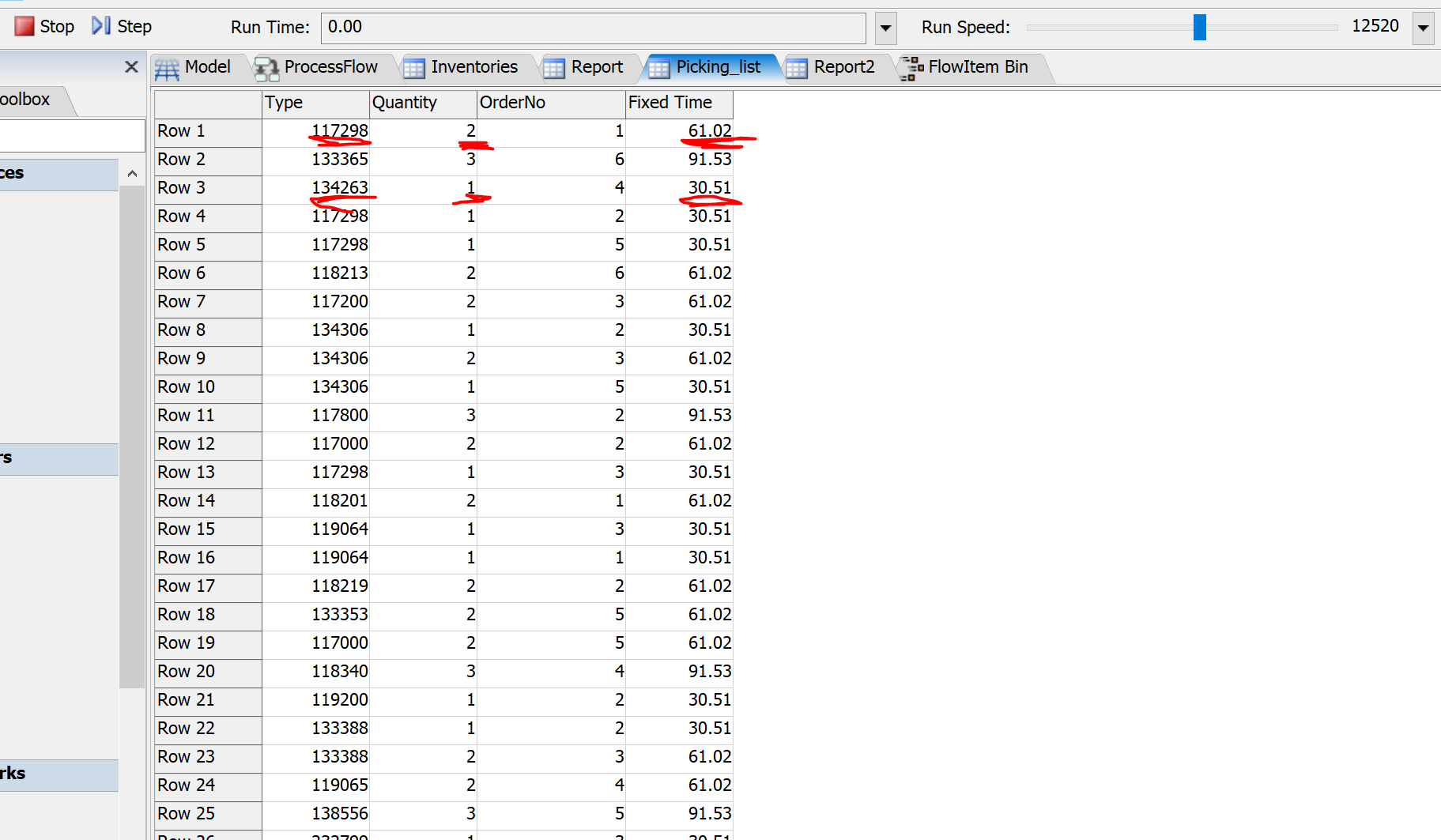
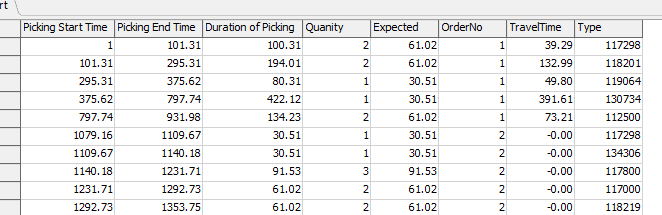
I want to know, how Flexsim calculate the picking time of items collection. For example, i have code 117298 with quantity of 2 items for collection and picking time for these two items=61.02
in the other hand, i have code 134263 with quantity of 1 item for collection and picking time for one item=30.51
(To mention that picking time of collection include times such as set-up,scan position of type code etc.)
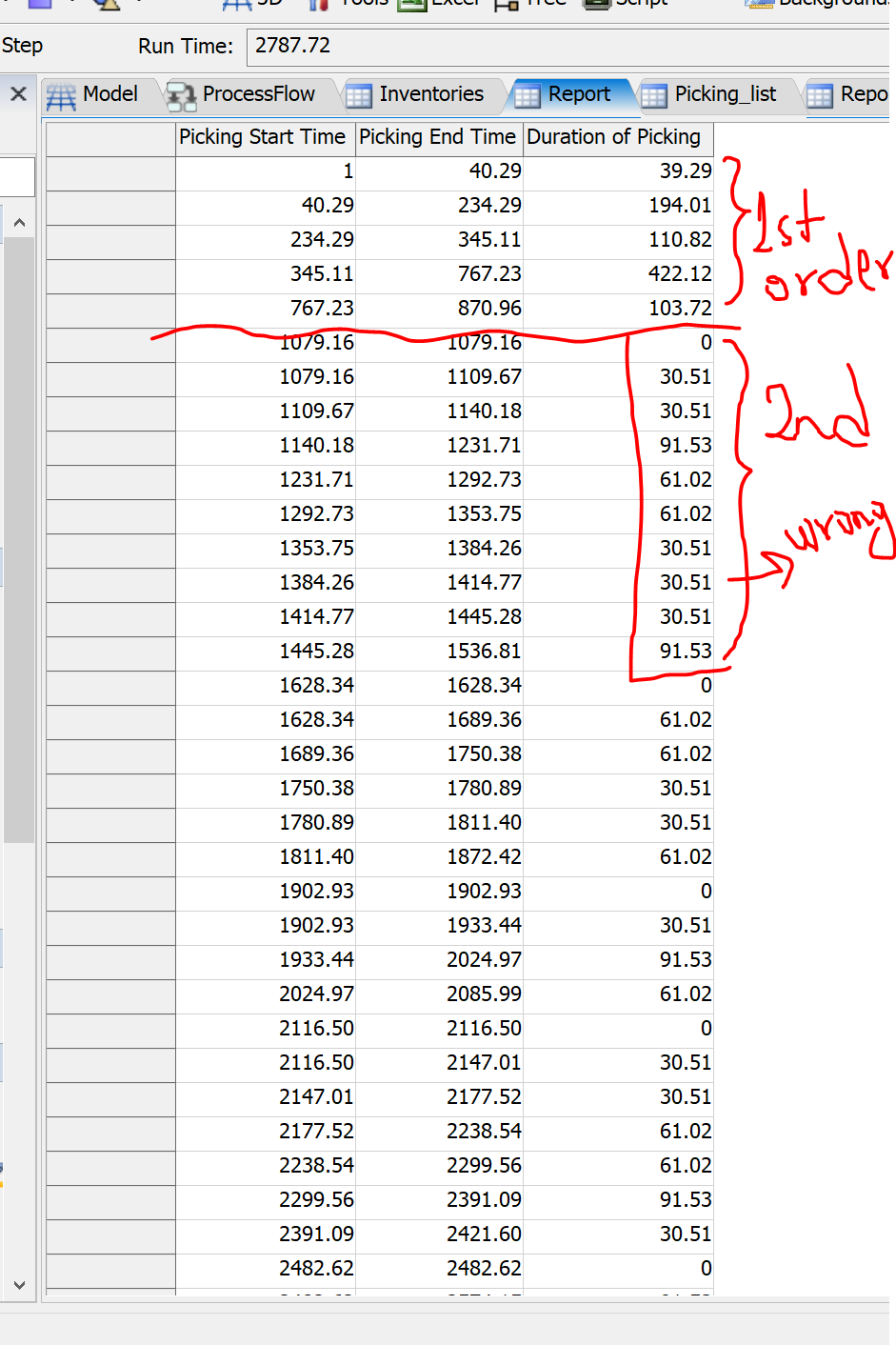
Can flexsim read these times and depending on number of items that operator has to collect per orderline, callculate the picking time in GlobalTable (Report) ? In first order, appear correctly the duration of picking but from there and down, wrong. Is there any setting or should i add something to ProcessFlow?
Thank you in advance!
{kind=link}