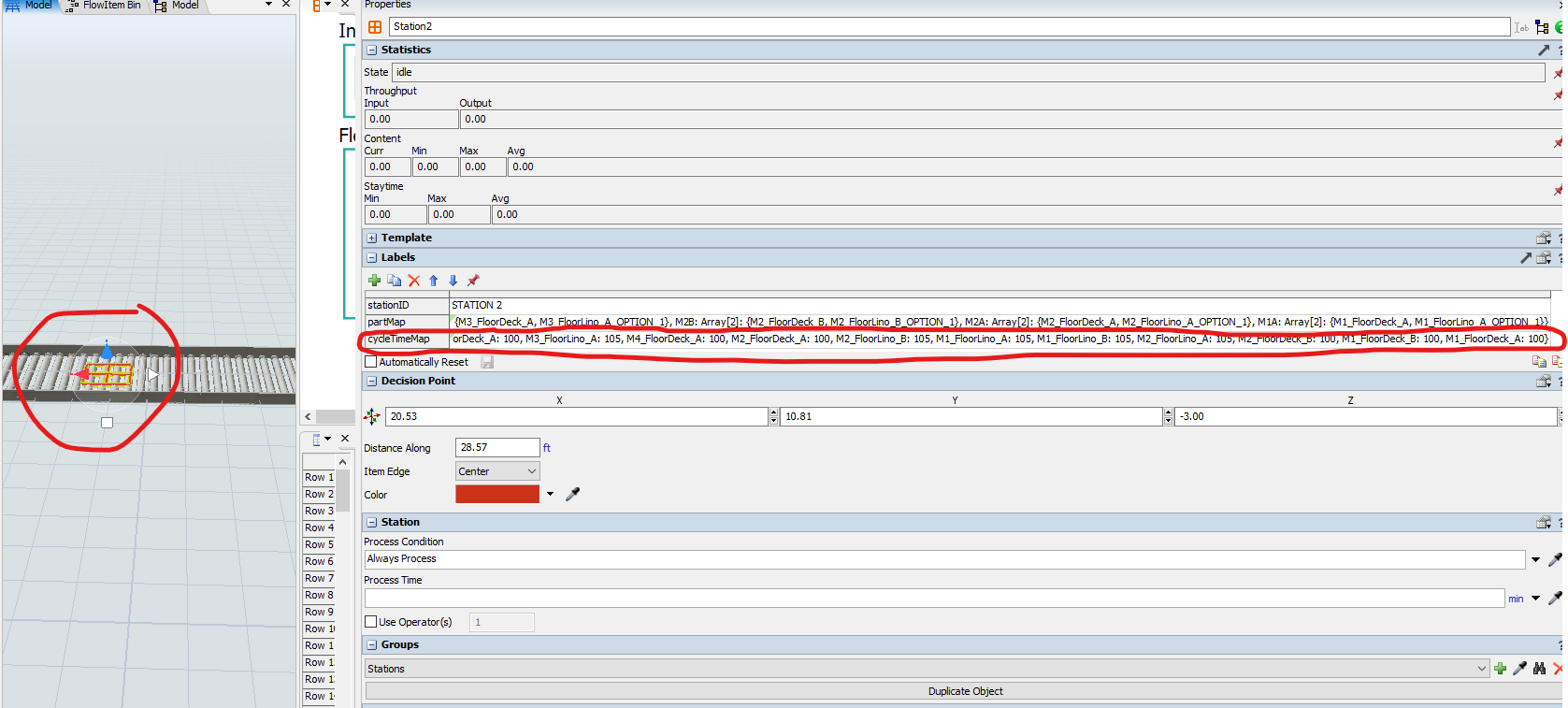
I want to the processing time at conveyor station to be the number from a Map array "cycleTimeMap" at every station corresponding to the 'modelID' of the generated flow item at source. For example, if the station is "M1A", then it should look for all parts that need to be created in the label called "partMap" of station and then check the corresponding cycle time value for each of those parts in the list of "partMap" in the label "cycleTimeMap". If there is only 1 part, then the same number should be chosen but if there are 2 or more than 2 parts in the list for modelID "M1A", then it should take the maximum one. I have circled the "cycleTimeMap" in the picture below. Also attached the model.
ChampionHomes_V8_6.fsm