The new FlexSim 2021 beta is out, and I am very exited about the new Mass Flow Conveyor. We have actually considered creating something very similar using just processflow and Kinetic-TrackedVariables, but this features looks a lot more professional. Unfortunately it doesn't seem quite finished yet.
- The drawing of the "bottles" seems a bit random. Sometimes they are drawn, othertimes they are not - resetting and running the same model multiple times generates several different results in terms of drawing.
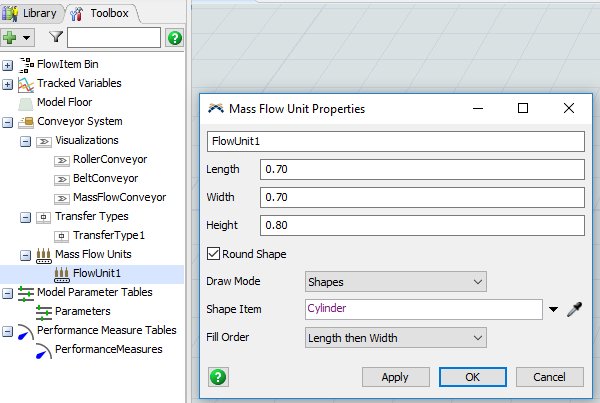
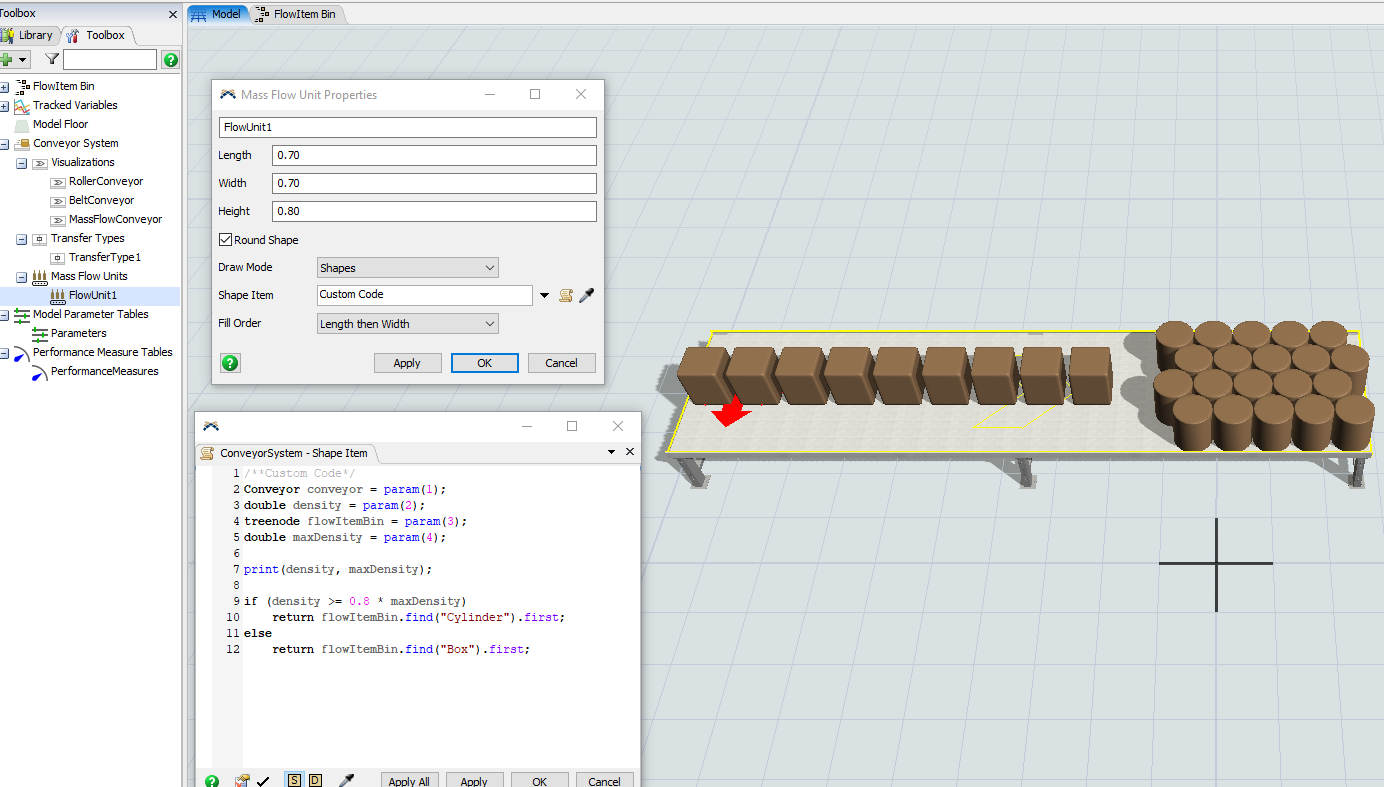
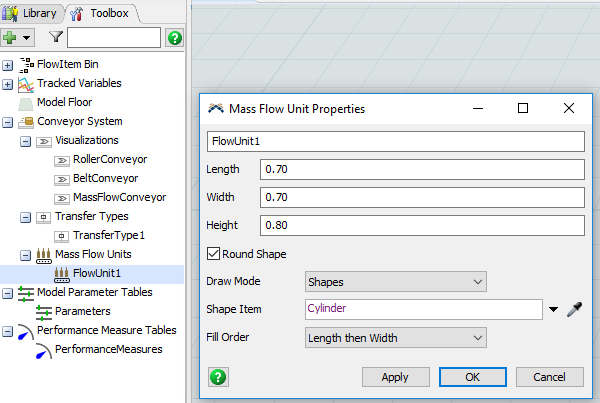
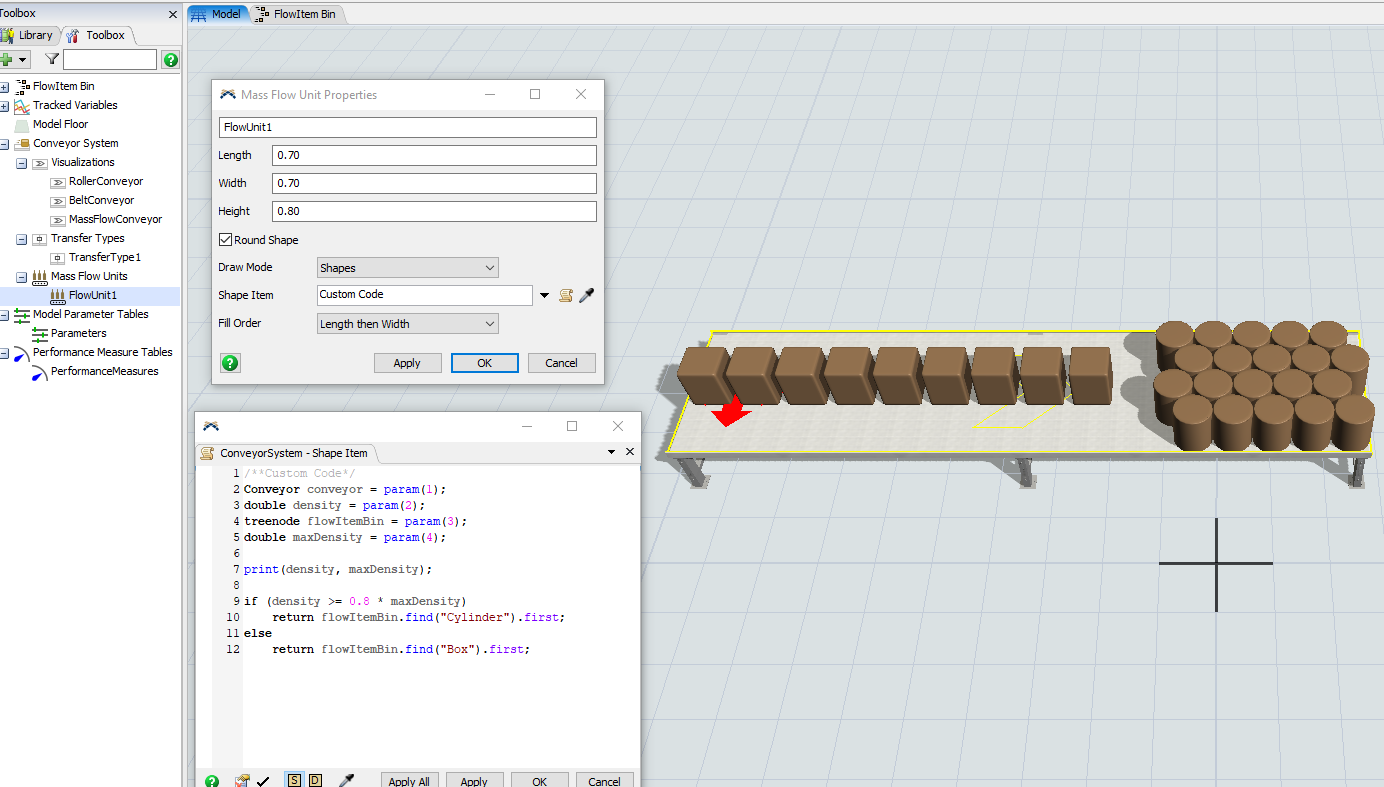
- Is there a way to define the diameter, color or even shape of the drawn "bottles"? I realize that they have to be very lightweight graphically, but it would be great to at least be able to alter their size and color.
- I can't seem to get the the photo eye to trigger when blocked by full accumulation. I may be using the "Density Ratio Threshold" feature wrong, but without an updated helpfile I just can't figure it out. It appears to only trigger on bottles initally passing it, but never when the accumulation of the blocked conveyor reaches it.
- The generation feature that creates "virtual" objects without actually spawning flow-objects in the tree under the conveyors is great, but are there any examples on how this is all meant to be used? I am imagining making machines that also use such "virtual" objects and track their production using TrackedVariable lables, but I am a bit unsure how I would go about attaching such a machine to the output of the massflow conveyor.
- Are we likely to see further development on this feature in the comming FlexSim versions?
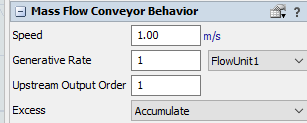
If it were possible to make a mass flow conveyor with photoeyes that controlled the speed of attached up- and down-stream machines and thereby controlled the accumulation level, all without using flow-item-objects, I believe one could make a truly fast packaging line simulation, despite very large product flows.
Best Regards
Martin
{kind=link}
{kind=link}
{kind=link}