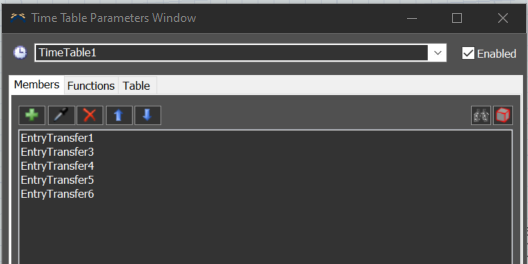
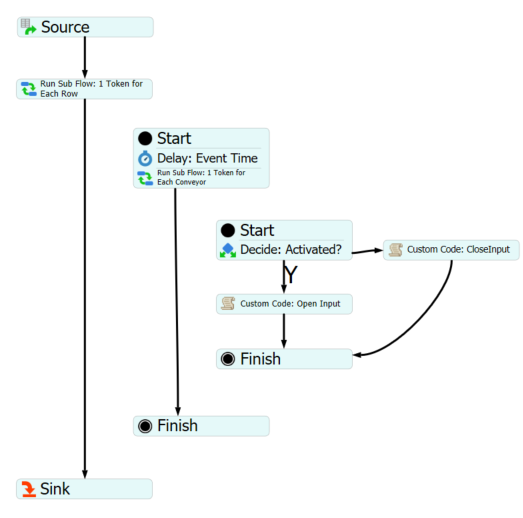
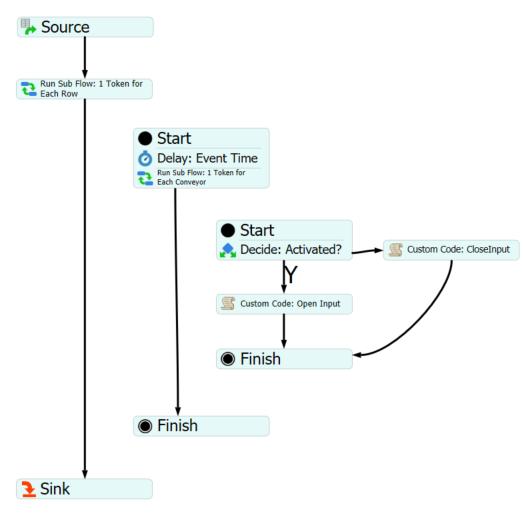
In the example model, there are 16 conveyors connected to a input queue. My goal is to keep certain conveyors active during one shift. The number of conveyors active during a shift will vary. My initial approach is to use a time table to define "off-shift" conveyors. I understand that a new time table will be required for every shift if this approach is used. Is there a simpler way to accomplish this, like using a global table for all conveyors with parameters values 0 - meaning conveyor is off shift, and 1-meaning conveyor is active ?
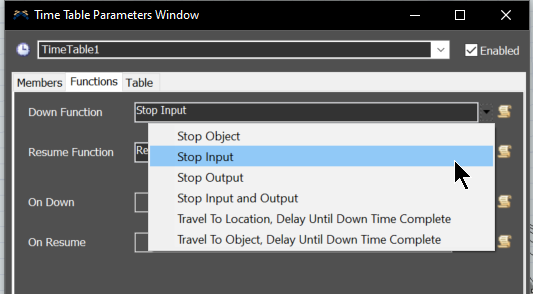
Also, how do I prevent a flow item entering a conveyor that is off shift without having to remove its port connections? From Left, Conveyors 1, 3, 4, 5, and 6 are off shift in this example.
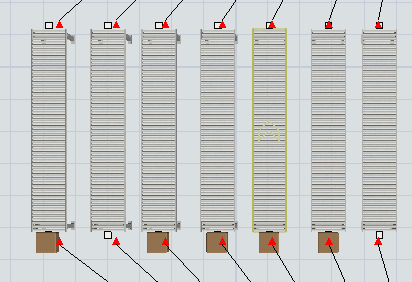
My end goal is to set up and analyze different scenarios easily where only certain conveyors are active and how it affects the throughput.

{kind=link}
{kind=link}