The units in my model are minutes, feet and gallons. On the fluid conveyor tab, I have the speed set at 6200. I am assuming this is in gallons per minute, right? There is also a maximum content setting, which I assume is in gallons. I would think the combination of these two numbers would define the velocity at which the conveyor is going to run. However, no matter what I change the maximum content setting to, it takes the same amount of time for product to traverse from one end of the conveyor to the other. I observe this by resetting the model and lapsing time from when material first appears on the conveyor until it reaches the end of the conveyor. This is important as this model gets larger because I will have miles of conveyor and need to understand when material will run out and appear at various points in the model when there is a process upset. What do I need to adjust to get this to model properly?
Hi @Brad Champeau,
The fluid conveyor speed is a linear measurement, so it would be ft/min, according to your model units.
The fluid conveyor was designed to simulate bulk material flow, like coal, or dogfood, on a vibrating conveyor. If that is not what you're doing, or if you don't need the visualization (plus the overhead it adds), then the pipe is probably a better fit for your fluid transport needs.
On the pipe you can define the flow rate, which is more what you are describing.
Here are some examples of how the fluid conveyor is meant to be used:
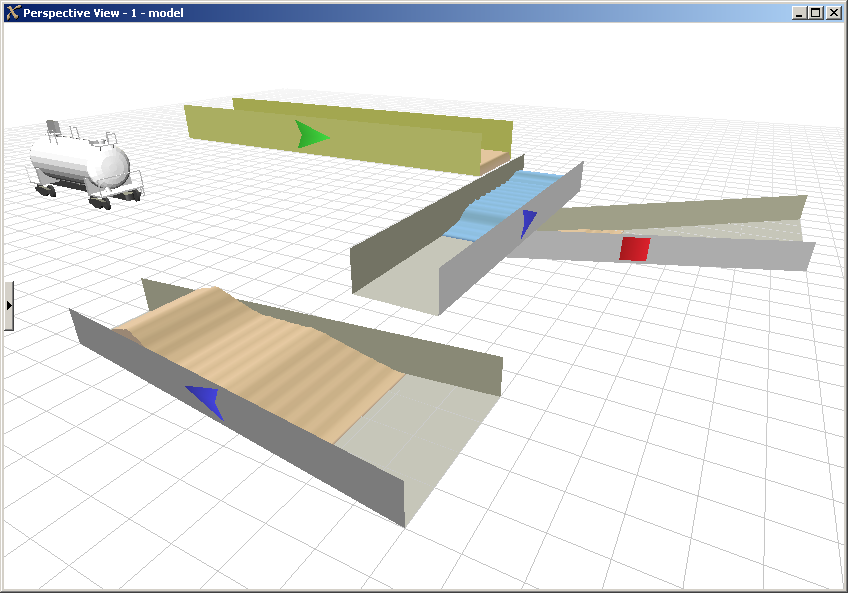
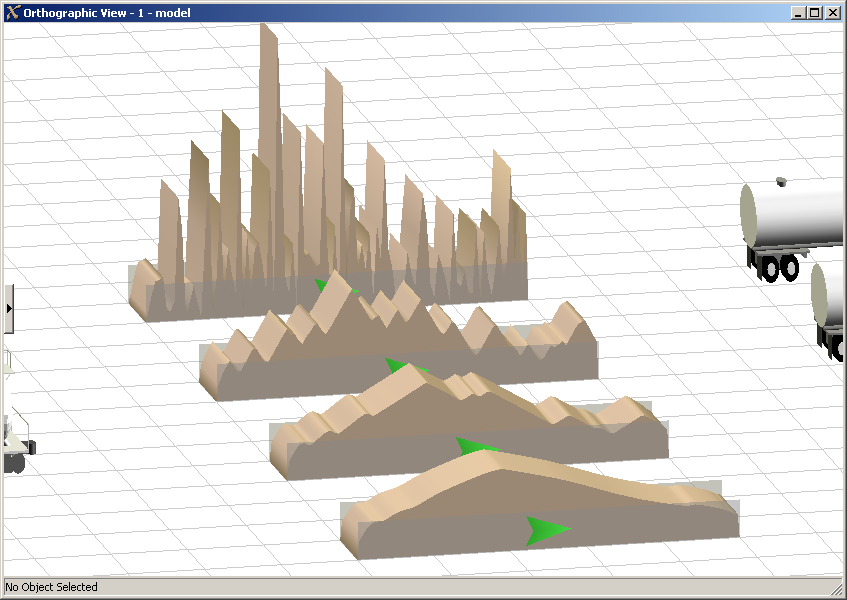
Again, if you don't need these visuals, go with the pipe. The computation to do these fluid conveyors can slow down your model if you have too many, or if you set them with quite granular settings.
5 People are following this question.
