When we create simulation models, sometimes we limit ourselves to modeling a process or a part number, in which we have problems. But what happens when we run a complete production plan with different part numbers, which in turn run at different cycle times?
This is a way that allows you to run different part numbers in as many different processes as you want, each with its own cycle time.
What do we need?
1.- Label on each item that identifies what part number it is. For example
• Label: IDpart
Value: ABC12
2.-Label on each machine that identifies the process that it runs. For example
• Label: Station
Value: Processor1
3.- Global table that contains in the columns the different processes that you have in your production line and in the rows the different part numbers that can run in your line. The information contained in this table will refer to the cycle times of each part number in each process.
For example:
| Processor1 | Processor2 | Processor3 |
ABC12 | 20 | 10 | 13 |
BAC21 | 11 | 30 | 20 |
4.-You must configure the processing time of your processor referring to your global table and placing the following:
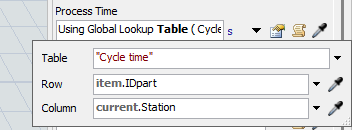
With this, we will obtain weighted usage statistics for the equipment.
Benefits:
1. You can run different part numbers on the same line with their respective cycle time each.
2. More accurate use of equipment and operators.
3. Modifying cycle times in a global table is easier and more controlled than directly in the processes.
4. Calculation of the capacity of your line running a real production plan will be accurate.
5. You can add and remove processes or even modify the flow of your line without affecting the cycle time that processor runs. Since it is referenced by its label to the global table.
