Assamble Problem with SPT.fsmI have a workshop. This workshop has a 6 machine(A, B, C, D, E and Packaging). 3 different item produced in this place (X,Y and Z) than assamble each other.
X produced A machine,
Y produced B machine,
Z produced C machine,
(2 X + Y) = XY assemble on D machine,
(XY+Z) = XYZ assemble on E machine,
Than XYZ item sent Quality control. Quality control sent 3% is sent to scrap, 17% to machine E and 80% to packaging.
İtem X arrival time exp(0,5), Y arrival time (0,4), Z arrival time exp(0,9)
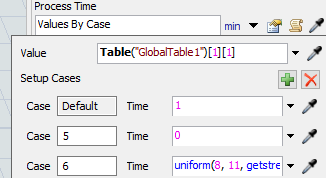
A machine process time normal (5,1), B machine process time uniform (7,11), C machine process time triangular (3.5, 4, 6), D machine process time normal (10,0.5), E machine process time uniform(8,11), packaging process time triangular(9,10,11).
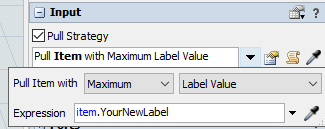
I did but I m not sure. I haven’t any list. I want to give priority to the job with the shortest processing time (SPT rule). How can I express this on FlexSim.