Hi,
we found a possible bug on a conveyor: The model attached is part of a bigger model using the process flow to control a side transfer. The zone makes sure, that only 1 pallet can be on the side transfer, so the first pallet can enter the zone, the second is stopped by the max wait timer and has to wait, until the first has completely left the transfer and reached the blue DP.
The problem seems to arise because the second pallet is already stopped due to reaching the non accumulating conveyor and is stopped again in the PF after a 1s technical delay:
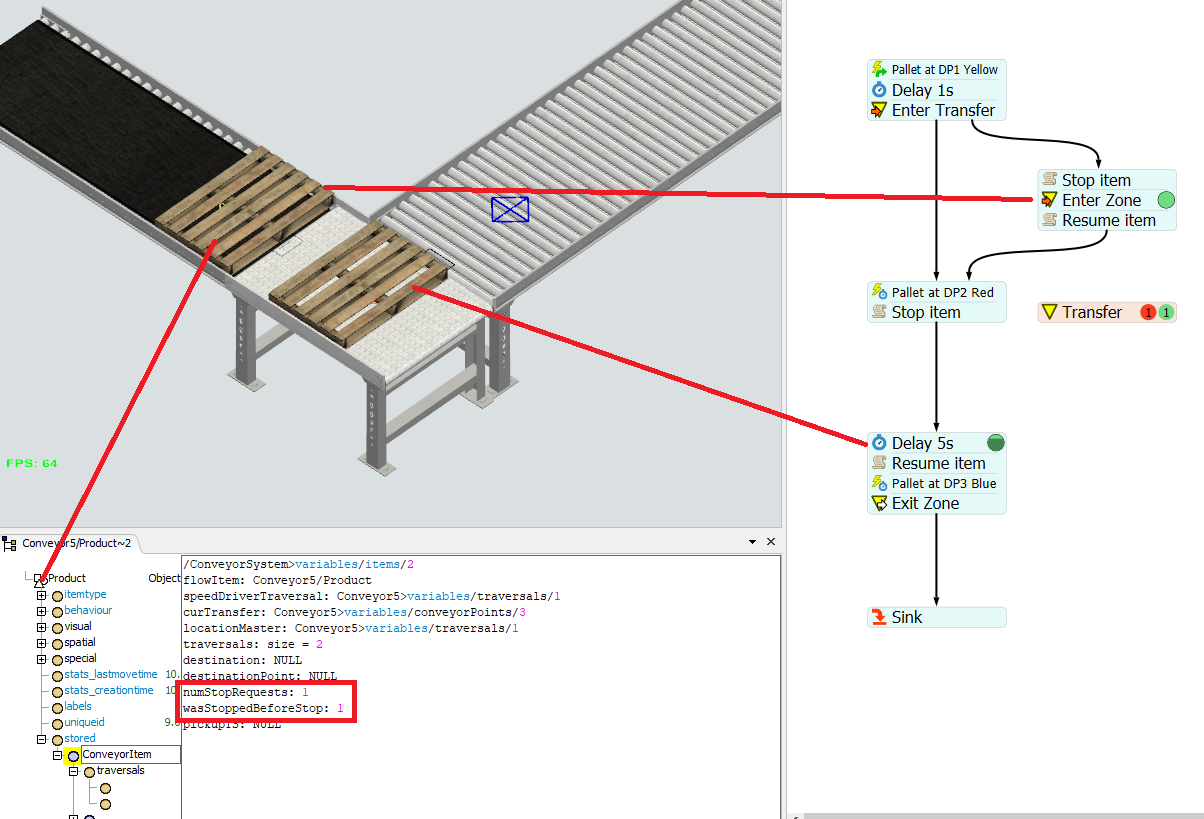
Once the 5s Delay for the first pallet has passed and it starts to move again, the second pallet moves with it although it ought to be stopped. Resume is not called before the first pallet leaves the zone and allows the second pallet to enter. The second pallet´s tree still shows the numStopRequests and wasStoppedBeforeStop both set to "1":
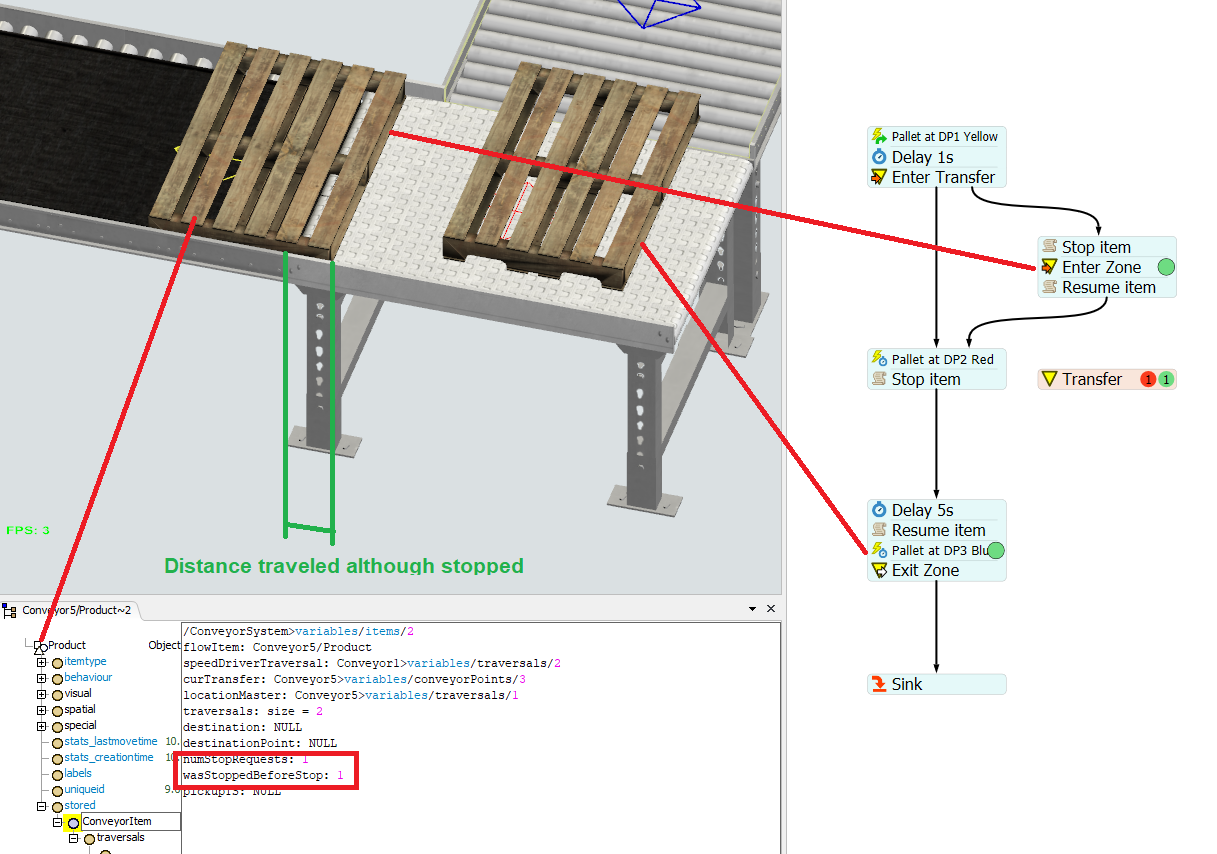
The expected behavior was for the second pallet to wait before entering the second conveyor until it is resumed after the first pallet reached the blue DP. Is this a bug?
Thx
Ralf