Do you know if we can set up a processor's break time based on the number of processed parts? Like for every 500 processed parts the processor will stop for 10 min tool change.
Downtime based on quantity of parts processed, specific tools, etc
FlexSim 16.0.1
This model shows how you could do it using Process Flow.
The Wait For Event activity waits for the output of the processor to reach 5 and then the processor breaks down. After the break down the label is incremented by 5 so now the Wait For Event is waiting for the output to reach 10.
Julian,
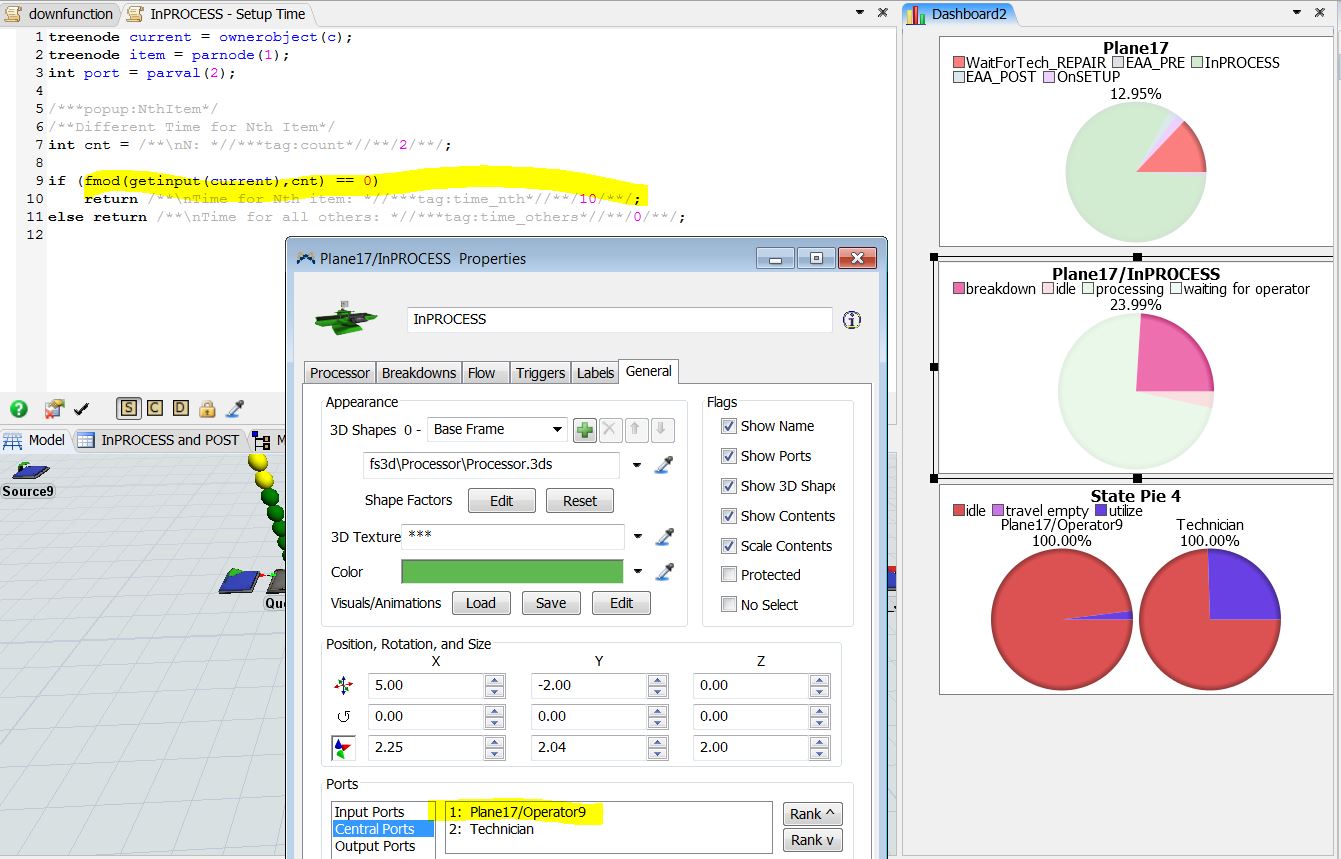
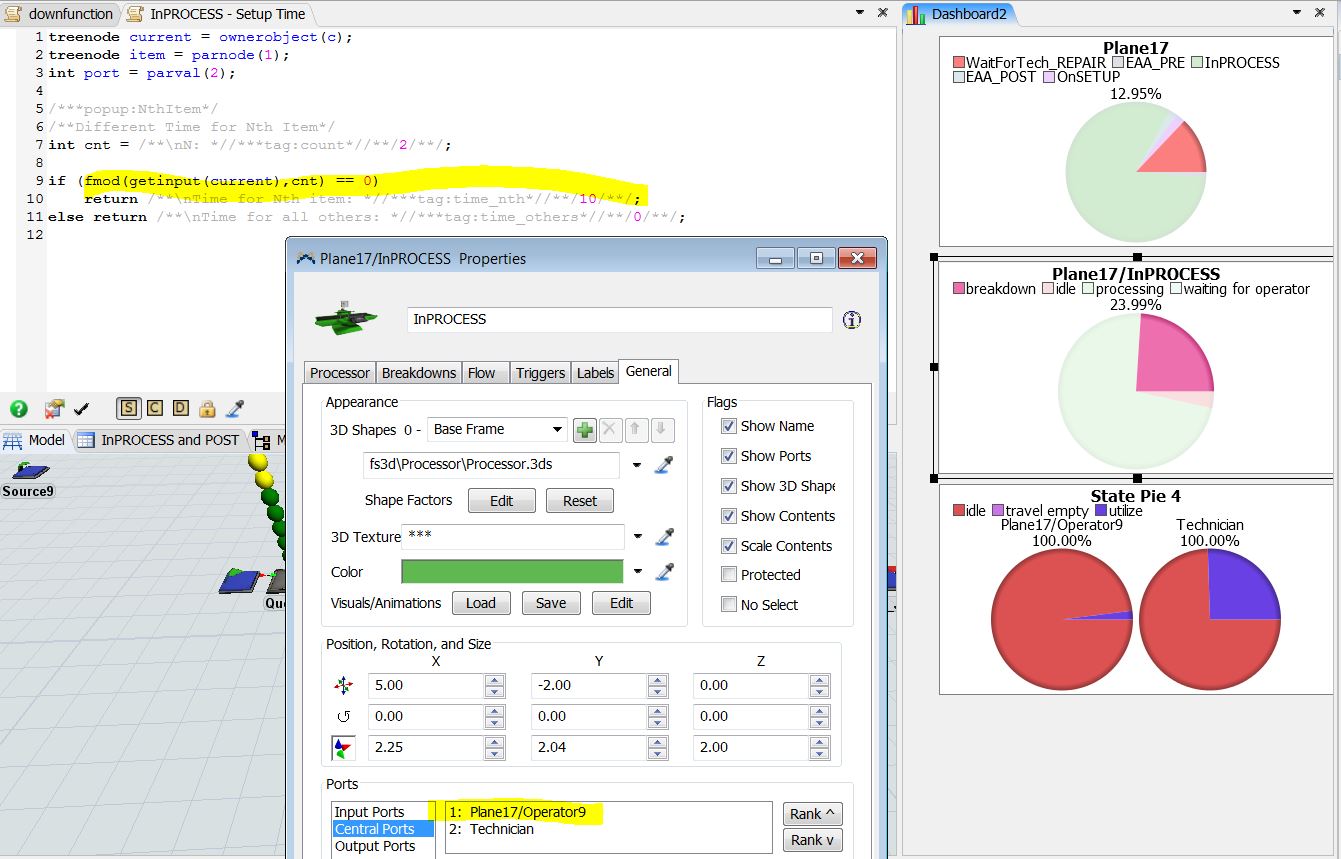
Not sure if you have joined the Process Flow craze yet? :) If not, here is an easy way to do it with the processor.
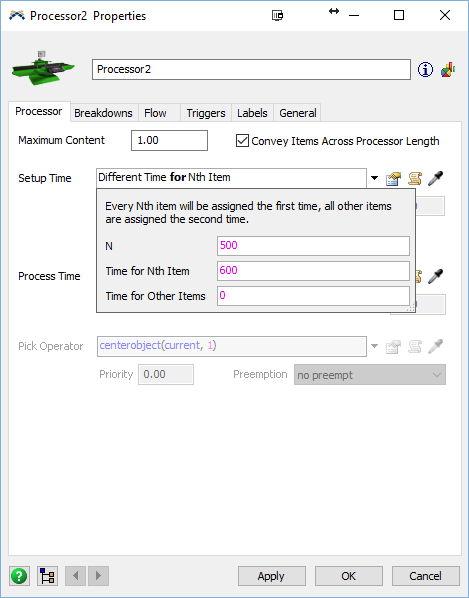
It is a picklist option in the setup field.
6 People are following this question.

{kind=link}