Hi
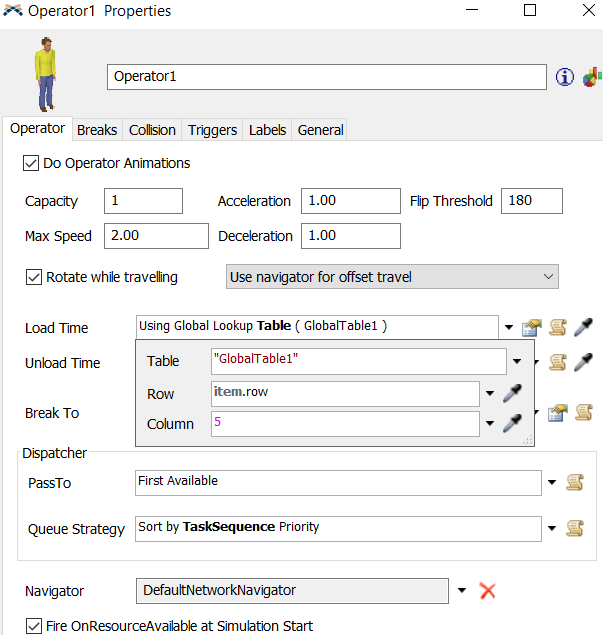
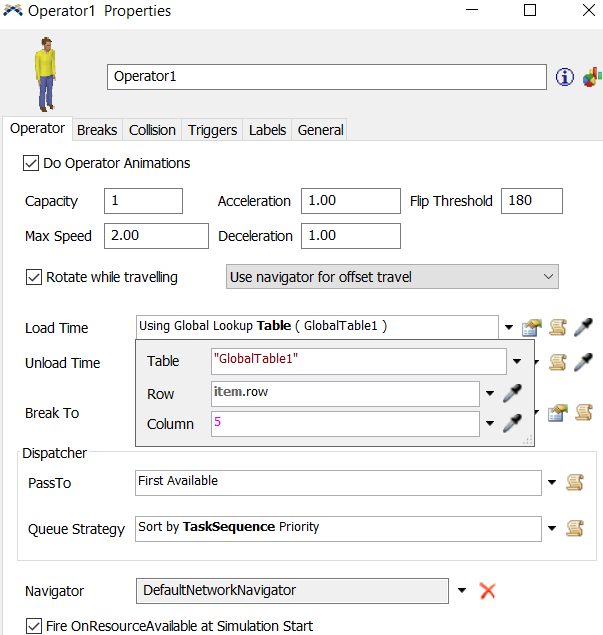
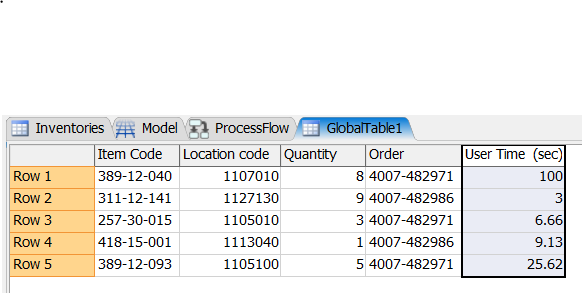
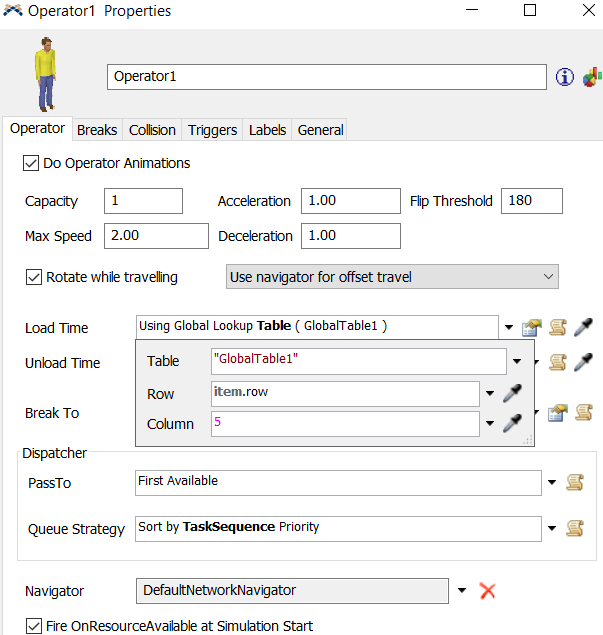
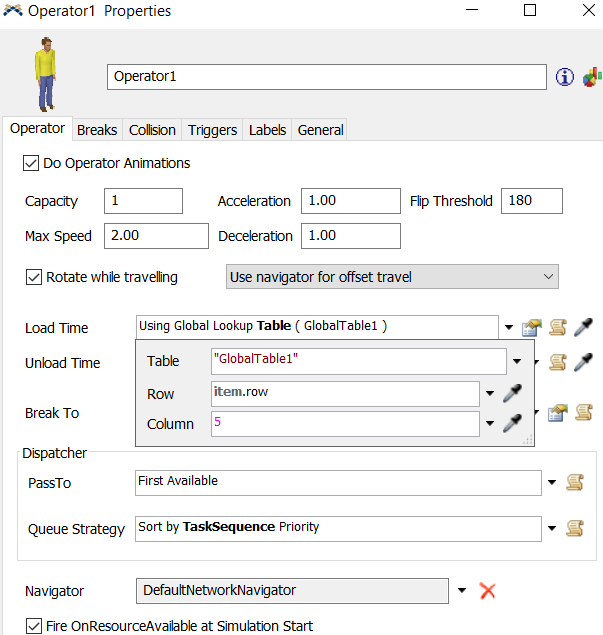
I'm trying to fix the time of the picking. on the global table1 i have user time (sec) which is the time the user must take to go to the object which is on the rack and also load it so it's not only the loading. Any ideas of how i can do this?
I was thinking of adding a time table on the break tab of the operator. But it will not be related with the global table1 i think.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}