Hello,
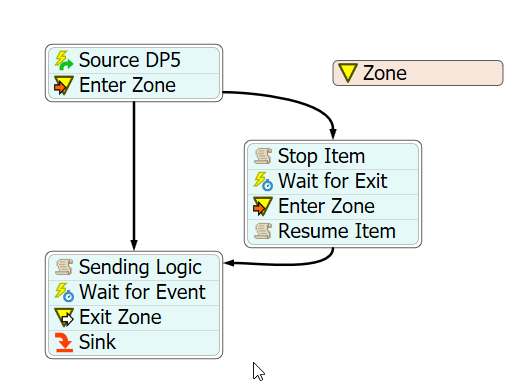
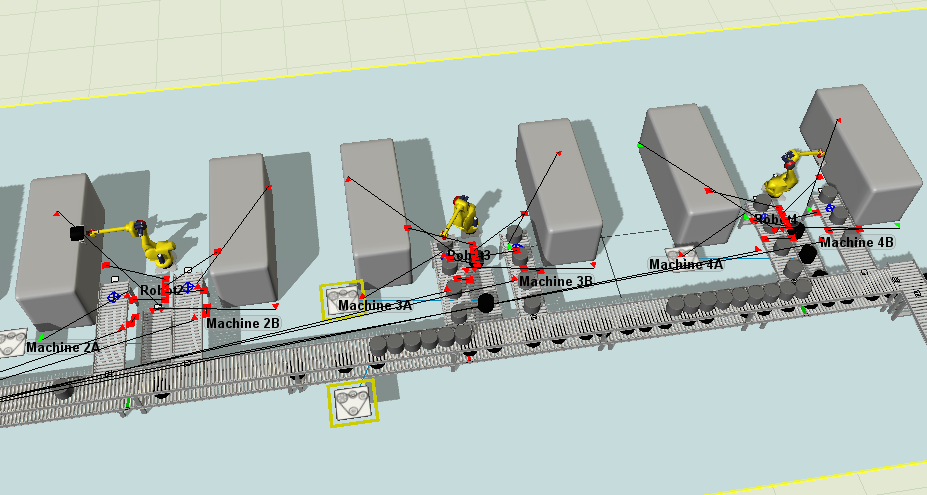
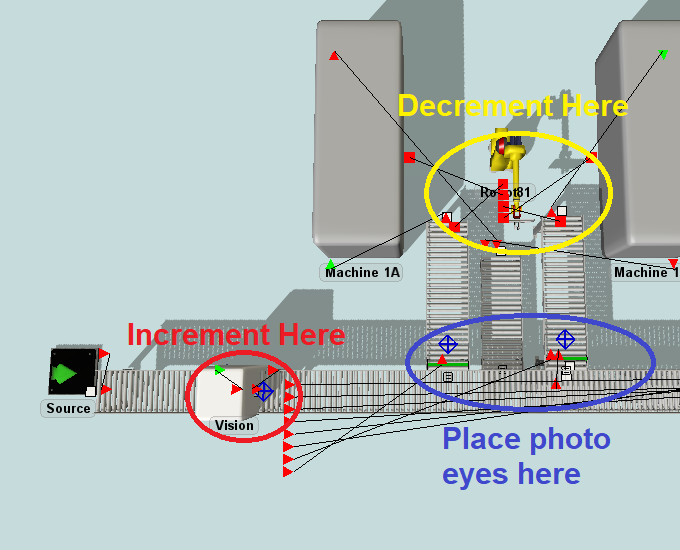
I am trying to make a simulation representing one load that leads to eight feeding lanes to four production cells. My model currently is sending most parts to the first cells, while the last cell receives very few parts. It should be evenly distributing the parts in all the lanes. What I would like it to do:
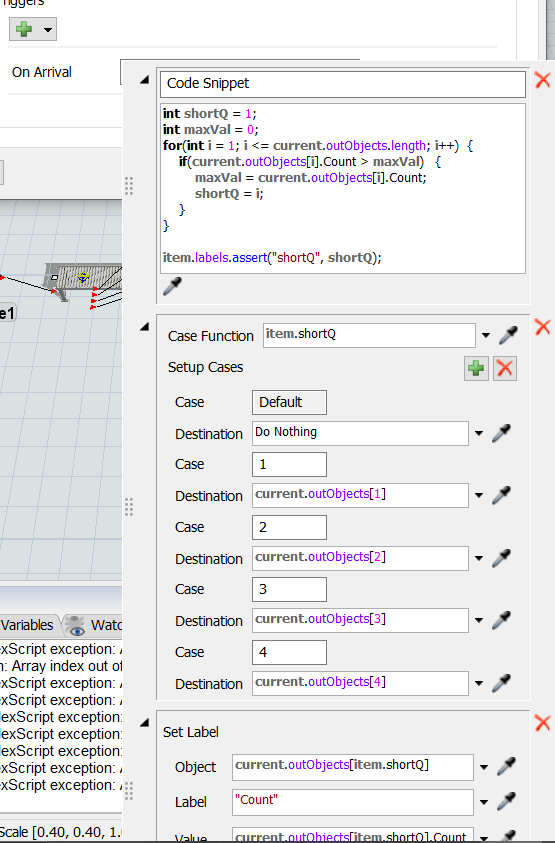
1.Send parts evenly to all eight lanes
2.Send parts to whatever lane is available (no more than four parts per lane)
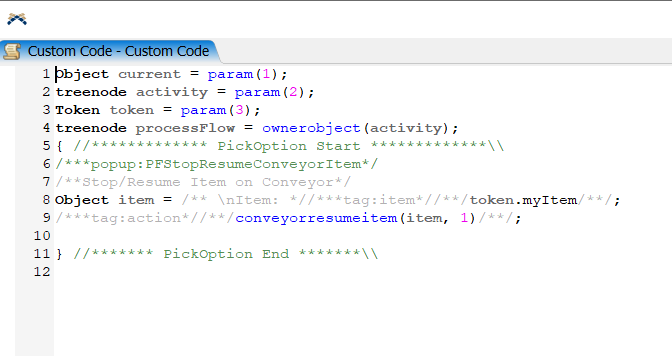
3. If all eight lanes are full (four wheels in each lane) then the parts stop at the beginning of the conveyor
Thanks in advance!
Attached is my model:

{kind=link}
{kind=link}
{kind=link}